
Трещины в гильзе блока цилиндров
Рассмотренная выше проблема вызывает образование микротрещин на поверхности гильзы. Но могут и более серьезные повреждения возникнуть на детали, если мотор эксплуатируется в агрессивном режиме или с нарушением правил эксплуатации. Например, к образованию трещин на гильзе приведут:
-
Использование низкокачественного топлива, либо топлива, которое не рекомендуется производителем двигателя;
- Агрессивный старт на повышенных оборотах;
- Частое движение автомобиля при повышенных оборотах;
- Движение на непрогретом двигателе;
- Использование низкокачественного моторного масла;
- Некачественно выполненные ремонтные работы, связанные с двигателем.
Помимо факторов, которые зависят от водителя автомобиля, также стоит отметить, что образование трещин в гильзах возможно по причине производственного брака.
Есть ряд симптомов, которые указывают на наличие трещин на гильзах блока цилиндров:
- Снижение мощности автомобильного двигателя;
- Образование эмульсии в моторном масле и расширительном бачке;
- Неправильный температурный режим при отсутствии проблем с термостатом;
- Запах выхлопных газов из расширительного бачка.
Если имеют место быть перечисленные симптомы, рекомендуется прекратить эксплуатацию такого автомобиля и направиться на СТО, где специалисты смогут провести диагностику и определить наличие или отсутствие трещин на гильзах.
Для диагностики трещин гильзы блока цилиндров используются методы:
- Рентгенография — исследование двигателя при помощи специального оборудования;
- Внедрение красящих химических растворов с целью обнаружения наличия трещин.
Если в гильзе блока цилиндров образовались трещины, она не подлежит ремонту, и потребуется замена детали.
Кривошипно-шатунный механизм
Гильзы цилиндров
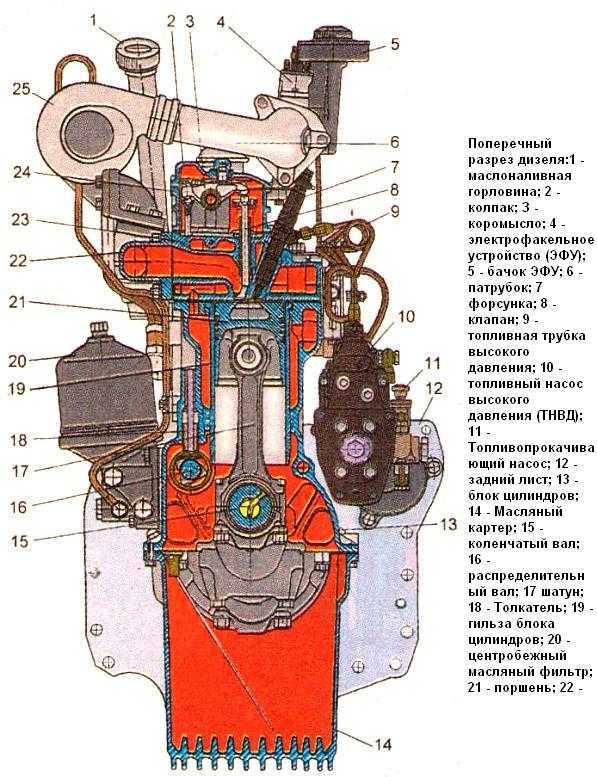
Гильза цилиндра является направляющей втулкой движущегося поршня и образует вместе с головкой цилиндра полость, в которой осуществляется рабочий цикл. 
Это одна из наиболее нагруженных деталей двигателя – гильза цилиндра испытывает и высокие температурные нагрузки, и колоссальное давление со стороны сгорающей смеси топлива и газов, и воздействие изнашивающих сил трения, а также противостоит интенсивным коррозионным воздействиям.
Поршень, перемещаясь внутри гильзы возвратно-поступательно, оказывает на ее рабочую поверхность значительное давление. В верхней части гильзы из-за изменения направления движения поршня происходит разрыв масляной пленки и возникает граничное трение.
Кроме того, верхний пояс гильзы в результате воздействия продуктов сгорания высокой температуры подвергается электрохимической коррозии. В результате переменного давления со стороны рабочей полости цилиндра стенки гильзы, особенно при недостаточной толщине, могут совершать колебания в радиальном направлении. Это сопровождается изнашиванием и даже разрушением как самой гильзы, так и стенок блока.
С учетом вышеизложенного к гильзам цилиндров предъявляются следующие требования:
- большая жесткость и высокая прочность стенок и посадочных поясков;
- высокая износостойкость;
- полная герметизация стыков и сопряжений;
- простота конструкции и технологичность.
Для плотного прилегания поршня и поршневых колец к цилиндру и уменьшения сил трения между ними внутреннюю полость цилиндров обрабатывают с большой степенью точности и высоким значением шероховатости, поэтому она называется зеркалом цилиндра.
В качестве материала для изготовления гильзы цилиндра чаще всего используется серый чугун, который хорошо удерживает масляную пленку, отличается высокой износоустойчивостью и коррозийной стойкостью, а также имеет относительно низкую стоимость. Для повышения износостойкости чугуна в его сплав добавляют хром, молибден, фосфор, ванадий, медь.
***
На рисунке 1 представлены гильзы различной конструкции.

Применение гильз упрощает требования к изготовлению самого блока цилиндров. Кроме того, при выходе из строя одного из цилиндров не требуется замена всего блок-картера.
«Сухие» гильзы изготавливаются двух видов: с верхним опорным буртиком (рис. 1, б) и без него. Толщина стенок «сухих» гильз от 2 до 4 мм. «Сухие» гильзы могут также выполняться в виде короткой вставки в верхней части цилиндра, которая подвержена наибольшему изнашиванию и максимально напряжена. Такие вставки изготовляют из кислотоупорного высоколегированного чугуна, обладающего высокой износостойкостью.
При установке «мокрых» гильзы ее бурт (рис. 1, в) выступает над привалочной плоскостью блока на 0,05…0,15 мм. Это позволяет эффективно уплотнять ее, зажимая бурт через прокладку между блоком и головкой блока цилиндров.
Герметизация рубашки охлаждения в кольцевых канавках нижнего направляющего пояса осуществляется специальными уплотняющими кольцами из резины или каучука, либо медными прокладками. Эти же прокладки используются для регулировки положения гильзы по высоте.
Необходимая жесткость гильзы достигается выбором толщины ее стенок (5…8 мм), а также плотной посадкой гильзы в зоне ее центрирующих поясков в верхней и нижней плоскостях.
***
Учебные дисциплины
- Инженерная графика
- МДК.01.01. «Устройство автомобилей»
- Карта раздела
- Общее устройство автомобиля
- Автомобильный двигатель
- Трансмиссия автомобиля
- Рулевое управление
- Тормозная система
- Подвеска
- Колеса
- Кузов
- Электрооборудование автомобиля
- Основы теории автомобиля
- Основы технической диагностики
- Основы гидравлики и теплотехники
- Метрология и стандартизация
- Сельскохозяйственные машины
- Основы агрономии
- Перевозка опасных грузов
- Материаловедение
- Менеджмент
- Техническая механика
- Советы дипломнику
Олимпиады и тесты
- «Инженерная графика»
- «Техническая механика»
- «Двигатель и его системы»
- «Шасси автомобиля»
- «Электрооборудование автомобиля»
Метки: выбор прокладки гбц
Комментарии 40
Можно и обычную главное протягивать вовремя по пробегу а то никакая ходить не будет…поставил через 1000км протянул динамиком, потом толи через 25 тыс толи через 45 тыс следующая протяжка.
Себе поставил металопаранитовую затягивал 220Нм усилием поделив на 6 заходов, через 1000км делал протяжку большинство болтов если тянулись то немного, а вот 9 протянулся больше чем на пол оборота более чем уверен что если не протянул бы то из под него и дриснуло бы
Да не за что . Под металлическую трехслойную нужны идеально ровные поверхности, тоже об этом заморачивался когда собирал двигатель. Если что пиши, чем могу подскажу …
Диагностика гильзы цилиндров двигателя заключается в правильной дефектации гильз цидиндров.
- Необходимо провести наружный осмотр при помощи лупы. Цель наружного осмотра заключается в выявлении трещин, рисок, ржавчины, накипи, задиров гильз цилиндров двигателя. Провести анализ и составить характеристику дефектов с местом их расположения и обоснованной причиной появления.
- Определяем величину износа верхнего и нижнего посадочных поясков гильз цилиндров. Для измерения износа посадочных поясков гильз цилиндров используют микрометр, измеряя диаметры верхних и нижних поясков 4-5 гильз цилиндров. Измерения проводят в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
После проведения вышеуказанных замеров сопоставляют полученные результаты с установленными нормами и делают заключение о техническом состоянии посадочных поясков гильз цилиндров и выбирают способы ремонта гильз цилиндров двигателя .
- Определяем характер износа отверстия гильзы цилиндровизмерением диаметра отверстия индикаторным нутромером в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала) в шести плоскостях.
Для увеличения точности измерения провести несколько замеров отверстия одной гильзы.

Схема измерения диаметра отверстия гильзы цилиндра
а – плоскости измерения; б – предполагаемый характер износа.
Характер износа рабочей поверхности гильзы цилиндров обусловлен повышенным износом в зоне верхнего положения первого компрессионного кольца из-за трения в условиях недостаточности смазочного материала, высоких температур и давлений. Эта величина и определяет значение назначаемого ближайшего ремонтного размера, выполняемого при восстановлении гильз цилиндров двигателя, согласно действующим техническим условиям на ремонт.






Завершая дефектацию гильз цилиндров, произвести измерение диаметра отверстия пяти гильз цилиндров в верхней и нижней части на расстоянии 20 мм от края в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
Источник
Важнейшие меры по охране труда при сварочных работах.
Для защиты глаз и лица сварщик должен иметь шлем-маску или щиток с защитным стеклом марки ЭС различной прозрачности в зависимости от величины сварочного тока. Руки должны быть защищены брезентовыми рукавицами, а сам сварщик одет в брезентовый костюм. При применении углекислого газа в случае утечки следует помнить, что он скапливается в ямах, канавах и других низких местах
-
Школа здоровья 3 класс внеурочная деятельность
-
Что такое ирис конфеты кратко
-
План работы музыкального руководителя в детском саду
-
На основании чего резерфорд сделал вывод что атомное ядро заряжено положительно кратко
- Как следует работать ножом резаком при резьбе технология 7 класс кратко
ЗИЛ-5301. Проверка затяжки головки блока цилиндров и регулировка клапанов Д-245Е3
содержание .. 130 131 132 133 134 135 136 137 138 139 140 ..
Проверка затяжки болтов крепления головки цилиндров
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
- — снимите колпак и крышку головки цилиндров;
- — снимите ось коромысел с коромыслами и стойками;
- — динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.
- Момент затяжки -220±10 Н.м.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Рисунок 2 — Регулировка зазора в клапанах.
Регулировку производите в следующей последовательности:
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана. После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
содержание .. 130 131 132 133 134 135 136 137 138 139 140 ..
Установка гильз в блок цилиндров
Гильзы правильно устанавливать с разгона. То есть гильзу необходимо осадить вручную до резиновых уплотнений. И затем нанести по верхней части резкий но не сильный удар. Чтобы гильза вошла на свое посадочное место. При резком ударе меньше вероятности того что закусятся резиновые уплотнения. Конечно удар необходимо наносить не по самой гильзе. А предварительно установить деревянный брусок. Что бы избежать скола гильзы
На гильзах двигателя д 240 и последующих модификациях делать это не желательно, или с большой осторожностью. Чтобы не допустить удара верхней юбки гильзы о посадочное место в блоке
Если произойдет даже не значительный удар. Верхняя часть гильзы в посадочном месте лопнет, по кругу. Поэтому лучше аккуратно осаживать гильзу в ручную. Добиваясь. равномерного осаживания в уплотнительные кольца. Чтобы избежать закусывания.
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
- На карте стоит ограничение на оплату покупок в интернет
- Пластиковая карта не предназначена для совершения платежей в интернет.
- Пластиковая карта не активирована для совершения платежей в интернет.
- Недостаточно средств на пластиковой карте.
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.
Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Проблемы с двигателем д-245 (Бычок)
avtilenn, 31 марта 2017, 19:18, #2539
Измерял плоскость ГБЦ, блока и выступы гильз относительно блока. Циферки были в допуске по книге. Измерения поводил обычной металлической линейкой длинной 700мм толщиной 1.5мм и набором щупов. Тянул с правильным усилием. Линейкой мог не точно измерить(она играет-болтается) В понедельник товарищ должен штангель 600мм взять с работы, думаю получится более точно измерить. Длину болтов и глубину резьбовых отверстий измерял, запас 10мм. Кольца форопластовые ориентировал замками к ТНВД. Гильзы не прижимал, в этот раз учту, спасибо. Металл до блеска всегда чищу. Сегодня при осмотре головки после очистки обнаружил маленькие краторы в районе прогара(фото прикреплю ниже) Отвез головку в фирму механика там промерили голову , сказали все в допуске, спросили зачем снимал голову, рассказал, подумали, сказали давай шлифанем раз такое дело. Оставил,сказали в понедельник-вторник будет готова, ценник 1520р. В магазине много разных прокладок гбц 200р 300р 450р и вроде как оригинал 711р(с овальным отверстием под масляный канал) и евро 3 металлическая 3350р Какую брать посоветуйте завтра поеду закупаться. Ну и фото кратеров и след от прогара на гбц:
узнай сколько сняли и сколько была неровность гбц
ЗИЛ 5301 Бычок АФ-4741Fiat Doblo Бензин 1.4 8 клап
В общем сегодня я еще раз перемерил плоскость блока и выступание гильз
1,3,4 гильза выступание 0.05 а вторая где дуло прокладку 0.03. Плоскость блока прошел 0.05 щупом вместо бруска использовал штангу от штангенциркуля на 350мм.
Купил металлическую прокладку(слой металла-алюминий-металл)
Обожмется или разбирать мотор и везти на шлифовку блок и посадочное гильз?
Сегодня прислали смс-головка готова, завтра поеду забирать отпишусь сколько сняли.
Сегодня осматривал фторопластовые кольца и как будто прогары на них начинались фото прикреплю.
Еще наружний край у второй гильзы погрызанный какой то. Фото прикреплю.







Проверил угол опережения впрыска, уровень в моментоскопе начинает подниматься когда 1 поршню до вмт 0.9-1 см это нормально?
Фиксатор у меня в нижней части заднего листа(вернее отверстие от него исппользовал сверло на 11мм ) но это как я понял вмт двигателя фиксатор опережения впрыска так и не обнаружил(стемнело уже завтра продолжу поиски)он на д 245.9 е2 вобще присутствует?
Снял тнвд заменил прокладку передней плиты тнвд, есть смысл отвезти тнвд вместе с форсунками на диагностику? (звонил на авторемонтный завод(Люберцы) узнавал по топливной: сказали 400руб за регулировку 1 форсунки а тнвд от 4600 Это нормальная цена?
Источник
Разновидности гильз
Классификация гильз предполагает их распределение на мокрые, сухие и с воздушным охлаждением.
В случае с мокрыми гильзами наблюдается соприкосновение её поверхности с охлаждающей жидкостью, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Это интересно: Как устроен и для чего служит кривошипно-шатунный механизм? 7 основных неисправностей, которые могут возникнуть в его работе
Сухие гильзы с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней. В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
Гильзы, устанавливаемые в двигателях с воздушным охлаждением, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки.
Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.
Рекомендации по предотвращению пробоя прокладки головки цилиндров на дизелях Д-245 ОАО «ММЗ»
Основными факторами, влияющими на стойкость прокладки головки цилиндров являются следующие:
- Качество самой прокладки. Необходимо использовать только прокладки 50-1003020-А9, изготавливаемые ОАО «Фритекс» (г. Ярославль).
- Выступание буртов гильз над плоскостью блока цилиндров. Должно находиться в пределах 0,05. 0,11 мм. В случае установки новых гильз, их выступание следует замерять после прижатия гильз к блоку цилиндров болтами крепления головки цилиндров через втулки подходящей длины (100. 105 мм) моментом 10. 15 Н·м.
- Качество болтов крепления головки цилиндров. Должны использоваться болты крепления головки цилиндров 50-1002047-Б (длинные, 12 шт.) и 50-1002047-Б-01 (короткие, 4 шт.) производства ОАО «БелЗАН». Отличительная особенность этих болтов — накатка резьбы по всей длине болта. Резьбовую часть болтов, а также опорную плоскость головки болта перед установкой смазать моторным маслом. Затянуть болты крепления головки цилиндров по схеме, приведенной в руководстве по эксплуатации следующими этапами: Затянуть все болты моментом 180 Н·м;
- Отвернуть все болты на 90° (четверть оборота);
- Затянуть все болты моментом 200 Н·м;
- Довернуть все болты на 30° (на 1/2 грани).
Угол опережения впрыска топлива. В соответствии с руководством по эксплуатации на дизеле Д-245.7Е2 он должен быть 4° до ВМТ. При величине угла опережения впрыска топлива более 10° до ВМТ, пробой прокладки головки цилиндров неизбежен!
Качество сопрягаемых поверхностей. В соответствии с технической документацией, новые блок и головка цилиндров должны иметь неплоскостность соответственно 0,05 и 0,08 мм. В процессе эксплуатации возможно коробление поверхностей указанных деталей. Допустимо без исправления общее коробление головки до 0,15 мм, если местное коробление на любом участке поверхности 100×100 мм не превышает 0,03 мм. Если возникло коробление головки, её можно прошлифовать (допустимо чистовое фрезерование). Можно снять слой до 0,3 мм, но после этого необходимо проверить утопание клапанов. Для исключения удара поршнем по клапанам, их утопание должно составлять 1,0. 1,25 мм. Если утопание меньше 1 мм, необходимо доработать сёдла клапанов (рабочие фаски). При этом также необходимо доработать переходную фаску, расположенную за рабочей, так чтобы ширина рабочей фаски не превышала 3 мм.
Использование качественных фторопластовых колец 260-1003031-А1.
При установке прокладки головки цилиндров без указанных колец пробой прокладки головки цилиндров неизбежен!
Кольца в сечении должны иметь размеры, указанные на прилагаемом рисунке.
Также можно контролировать массу кольца: вес одного кольца должен составлять 3,35 г.
Сечение кольца 260-1003031-А1
источник
Капитальный ремонт мотора

В ходе работы двигателя стенки цилиндров получают большую нагрузку от постоянно трущихся поршней. Даже такая прочная сталь, которая идёт на изготовление цилиндров, неизбежно истирается от такого обращения.
Характер нагрузки на стенки таков, что со временем цилиндры из круглых становятся овальными
. Как следствие – поршневые кольца прилегают уже неплотно, формирующиеся отработавшие газы и частично горючая смесь поступают в картер. Следствие – высокое потребление масла, общее понижение мощности мотора.
«Лечится» овализация цилиндров их расточкой, в ходе которой цилиндры возвращают к их изначальной геометрии, стачивая изнутри «лишнее» с помощью специализированных станков. В расточенный цилиндр устанавливается поршень увеличенного диаметра, и технология работы таким образом восстанавливается.
Иногда расточка применяется не для ремонта, а для того, чтобы повысить мощность мотора. В этом случае действия производятся аналогичные, с той разницей, что изначально обрабатываемые цилиндры имеют нужное круглое сечение, задача – просто увеличить их внутренний радиус. Большие по диаметру цилиндры могут засасывать больше воздушно-топливного состава, соответственно, это даст большее давление на поршень и большую мощность.
Эволюция гильзовки на этапе производства двигателя

Основной причиной, по которой инженеры-конструкторы пришли к решению гильзовать двигатель, была настоятельная потребность снизить его вес. Это стало возможным в тот момент, когда для производства блока цилиндров стали применять не чугун, а алюминий.





Чугун для производства двигателя хорош своей недорогой себестоимостью и высокой прочностью, но его «минусы» слишком существенны:
- он втрое тяжелей, чем алюминий;
- чугун подвержен коррозийным процессам;
- низкая теплопроводность чугуна требует большего количества охлаждающей жидкости для поддержания нормальных условий эксплуатации.
Впервые алюминиевые гильзованные двигатели появились в тридцатых годах прошлого века. Устанавливались такие двигатели в основном на спортивные модели машин. В них в алюминиевый цилиндровый блок вставлялись чугунные гильзы «мокрого» типа.
В начале семидесятых годов на смену «мокрым» гильзам пришли «сухие». Это произошло благодаря появлению новых технологий запрессовки гильз из чугуна в мягкий алюминий. Но идеального результата всё равно не получилось – различные коэффициенты расширения металлов вследствие нагрева узла до рабочих температур приводили к появлению зазора между цилиндром и гильзой. С другой стороны, вес блока был существенно снижен, и это на фоне повышения жёсткости цилиндра.
Далее технология производства снова изменилась — от запрессовки гильз отказались, заменив её обратной операции: отливки блока вокруг самих гильз. Это открыло эпоху «одноразовых» моторов: согласно технической документации, извлечь вмонтированные таким образом гильзы для замены не представляется возможным, то есть, цилиндровый блок таких моделей официально считается непригодным для проведения ремонтных работ.
Что в итоге
Как видно, существует достаточно много неисправностей самого блока цилиндров
Некоторые можно считать мелкими (например, если болт обломался в блоке и т.п.), тогда как другие являются достаточно серьезными (например, износ стенок цилиндра, трещины и т.д.)При этом важно понимать, что в каждом случае технология ремонта блока цилиндров может отличаться. Также сложность ремонта блока двигателя напрямую будет зависеть от самой проблемы, от общего состояние поврежденной детали, от особенностей конструкции и т.д. На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки)
Также очень важным аспектом является опыт и квалификация самого мастера
На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки). Также очень важным аспектом является опыт и квалификация самого мастера.

С учетом вышесказанного становится понятно, что доверять выполнение подобных работ следует только опытным специалистам, а сам двигатель оптимально ремонтировать на таких СТО, где реализована возможность производить все необходимые операции прямо на месте. Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.
