. правила приемки
. Припои принимают партиями. Каждая партия должна состоять из чушек одной марки и одной плавки. Масса партии не ограничивается.
Каждая партия чушек сопровождается документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение припоя;
результаты химического анализа или подтверждение о соответствии качества припоя требованиям настоящего стандарта;
номер партии;
массу нетто в килограммах;
дату изготовления.
https://youtube.com/watch?v=om8mqs2uL34
(Измененная редакция, Изм. № 1, 2, 3).
. Внешнему осмотру подвергают каждую чушку партии.
. Для контроля химического состава припоя от партии отбирают каждую пятидесятую чушку, но не менее пяти чушек.
На предприятии-изготовителе допускается проверку химического состава проводить на пробе, отобранной от расплавленного металла в начале, середине и конце разлива плавки.
Контроль содержания примесей железа, серы, никеля, цинка и алюминия в припоях всех марок изготовитель проводит в процессе изготовления.
(Измененная редакция, Изм. № 1, 2, 3).
. При получении неудовлетворительных результатов проверки химического состава проводят повторную проверку на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются, на всю партию.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие, т.е. такие, температура плавления которых лежит в пределах до 300 – 450°C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются именно они.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико.
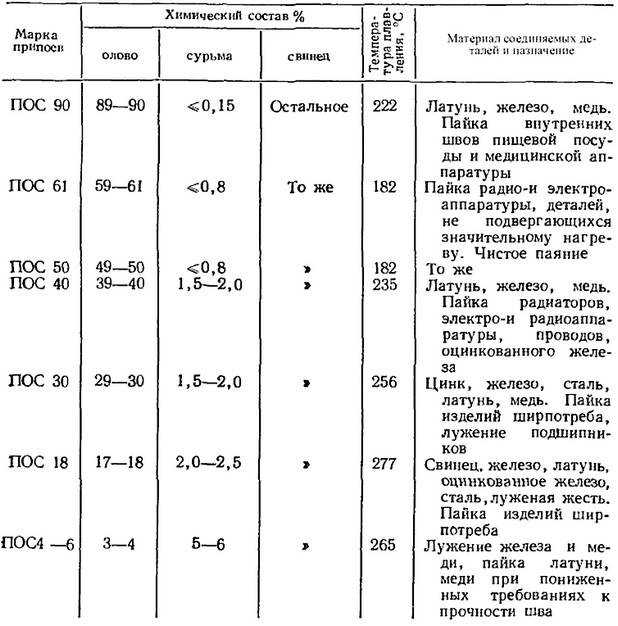
Наибольшее распространение получил припой марки ПОС (Припой Оловянно-Свинцовый). Далее за кратким обозначением его марки следует число, которое показывает процентное содержание в нём олова. Так в ПОС-40 содержится 40% олова, а в ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:
-
Припои оловянно-свинцовой группы имеют температуру плавления 183 – 265°C.
-
Если припой имеет яркий металлический блеск, то в нём достаточно большое содержание олова (ПОС-61, ПОС-90).
И, наоборот, если он тёмно-серого цвета, а поверхность матовая, то это указывает на большое содержание свинца. Именно свинец придаёт поверхности своеобразный сероватый оттенок.
-
Припои, в которых много свинца очень пластичны.
Так, например, пруток припоя диаметром 8 мм. с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт сплаву прочность и жёсткость. Если олова в сплаве много, то легко погнуть такой пруток уже не получится.
ПОС-40 (пруток)
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
-
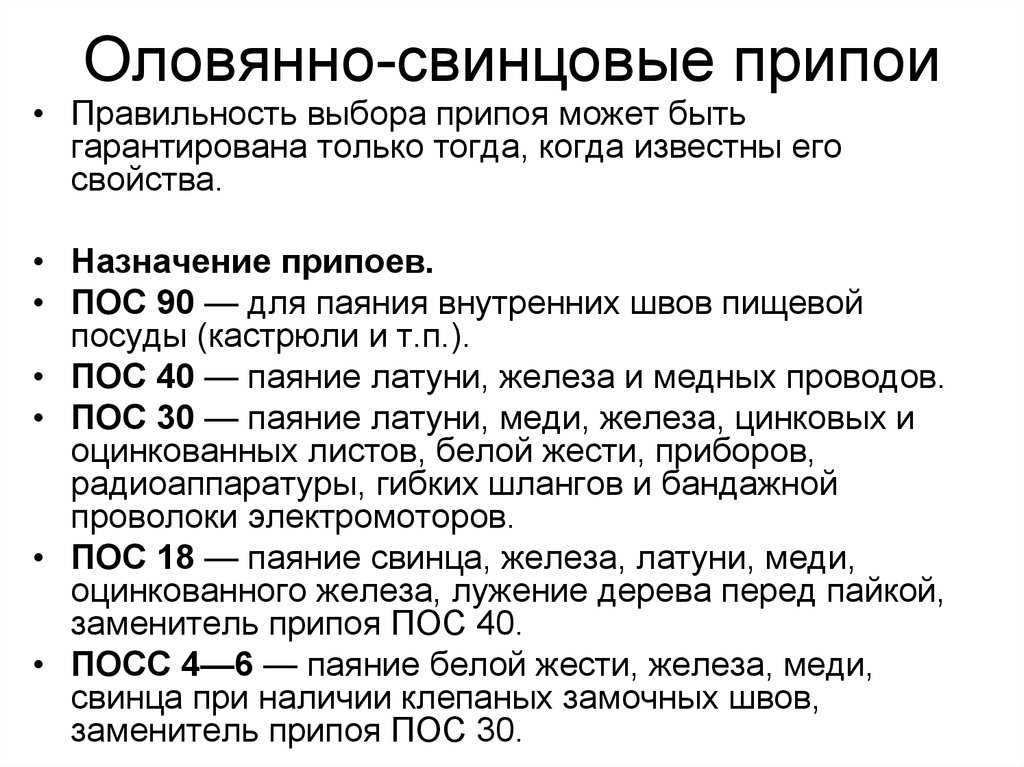
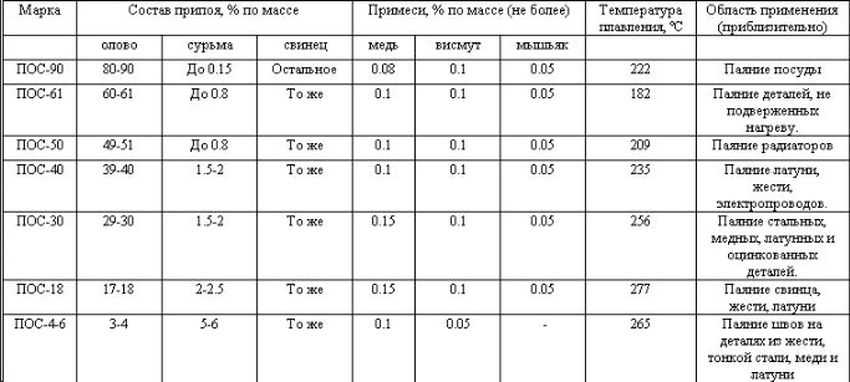
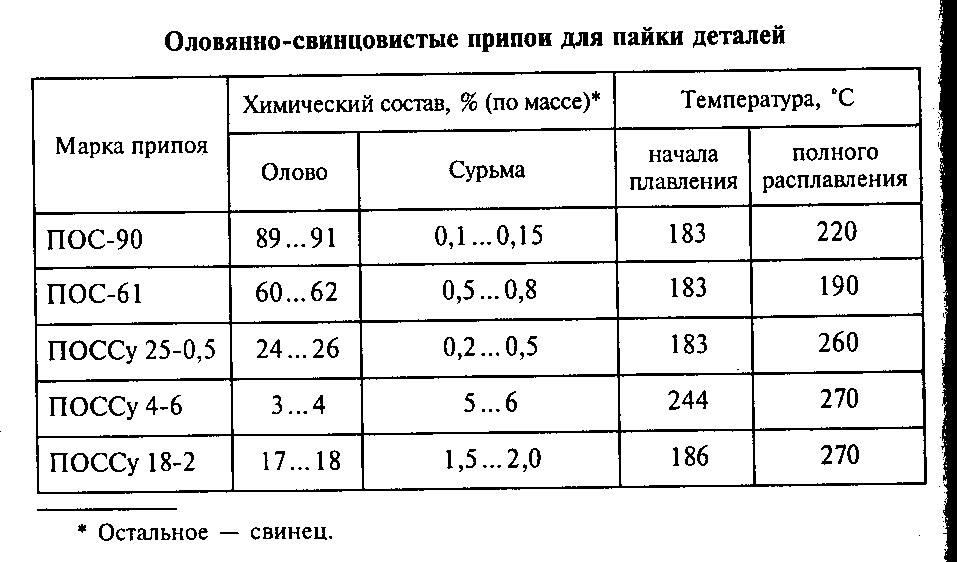
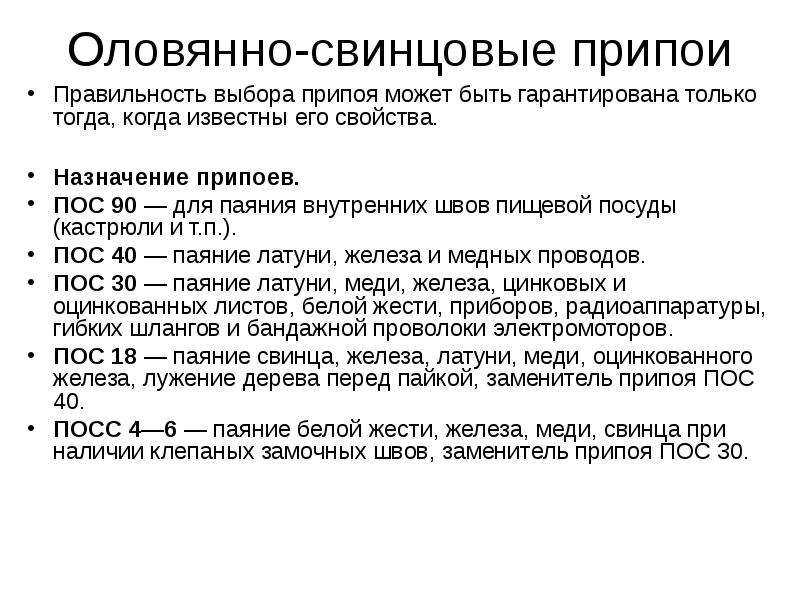
ПОС-90 (Sn 90%, Pb 10%). Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
-
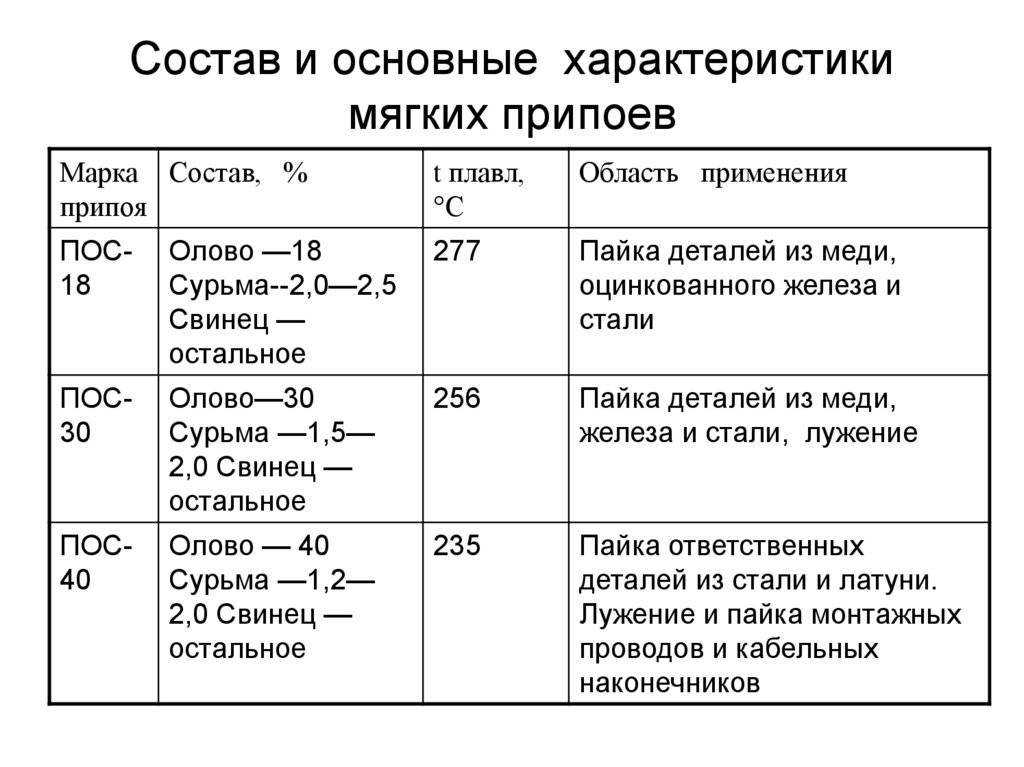
ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, применяется для ремонта радиаторов, латунных и медных трубопроводов.
-
ПОС-30 (Sn 30%, Pb 70%). Его применяют в кабельной промышленности, а также используют для лужения и пайки листового цинка.
-
И, наконец, ПОС-61 (Sn 61%, Pb 39%). Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 183°C, а полное расплавление достигается при температуре в 190°C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 190°C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 265°C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.
Как правило, любой припой продаётся в катушках или тюбиках по 10 ~ 100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 («Сплав 60/40» – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).
Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
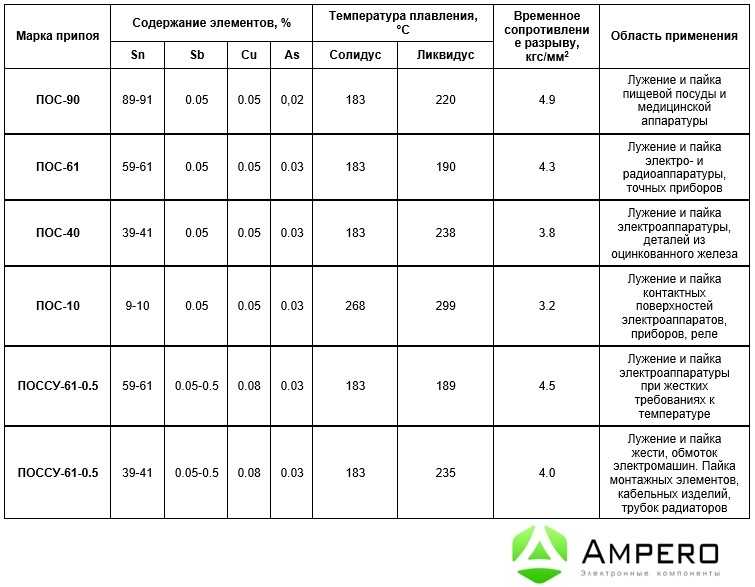
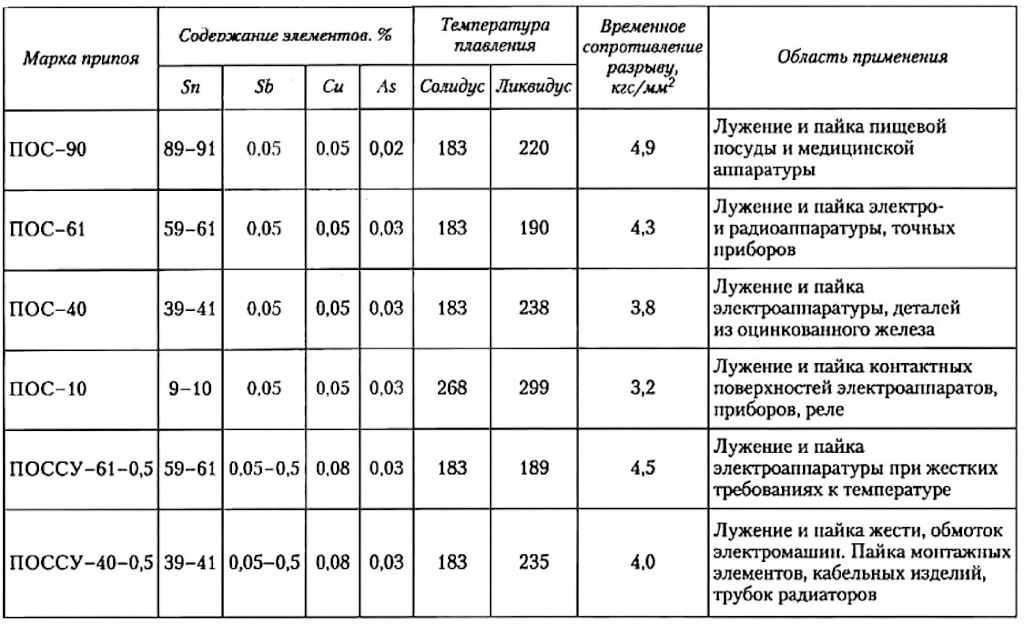
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно
Высокотемпературный медно-фосфорный припой с серебром ЦП 6
| Припой | Начальная t° плавления (Солидус) | Полное расплавление (Ликвидус), t° |
| ПОССу-61-0,5 | 183 | 189 |
| ПОССу-40-2 | 185 | 229 |
| ПОССу-40-0,5 | 183 | 235 |
| ПОССу-30-2 | 185 | 250 |
| ПОССу-30-0,5 | 183 | 255 |
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 189°C.
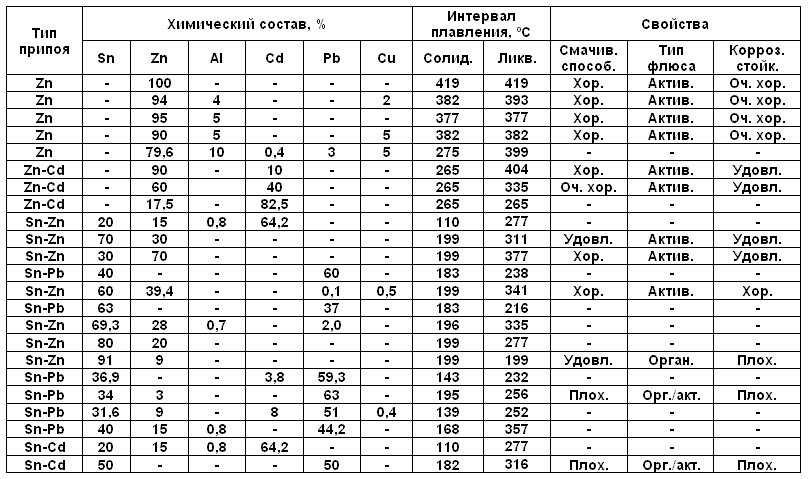
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 240°C.
Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.

Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.

Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.
Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Перед началом работ обратите внимание на следующие нюансы:
- Какие металлы требуется паять?
- Какой способ пайки вы намерены использовать?
- Размер соединяемых элементов и их механическая прочность.
- Ограничения по температуре.
- Устойчивость соединяемых элементов к коррозии.
Обратите внимание на то, что температура плавления припоя, используемого при пайке, должна выбираться, исходя из диаметра проводов. Чем толще провод, тем выше температура плавления
Для тонких допускается применять припои с наименьшей температурой
Для тонких допускается применять припои с наименьшей температурой.
Марки и свойства припоев.
Все виды можно разделить на три огромные подгруппы:
- Сверхлегкоплавкие.
- Легкоплавкие.
- Тугоплавкие.

Последние не используются радиолюбителями, электрики их тоже нечасто применяют. Причина — температура плавления таких припоев 500 градусов и выше, не каждый специалист обладает оборудованием, которое способно обеспечить такой нагрев. Но преимущество сразу заметно: прочность у пайки очень высокая, соединяемые детали могут выдержать большие механические нагрузки.
С радиолюбительскими припоями все предельно понятно, но ведь иногда требуется и более массивные детали паять. Особенно сложно работать с латунными элементами, так как при пайке образуется на металле оксидная пленка. А еще испаряется цинк во время прогрева, так как латунь содержит большое количество этого металла.
Чтобы спаять латунь марки Л-63, вам необходимо применить флюс, в состав которого входит потная кислота и хлористый цинк. Механической прочности очень высокой не добиться. Если сравнивать с пайкой меди, то прочность у латуни окажется вдвое меньшей. Во многом это связано с тем, что швы имеют пористую структуру.
В соляной ванне при температуре 850 градусов можно проводить пайку латунных элементов. Главное — в соляной раствор добавить немного флюса, в составе которого присутствует фторобат калия. Флюса должно быть примерно 4-5% от общей массы соляного раствора. Необходим флюс для того, чтобы припой как можно лучше проникал в зазор между соединяемыми деталями.
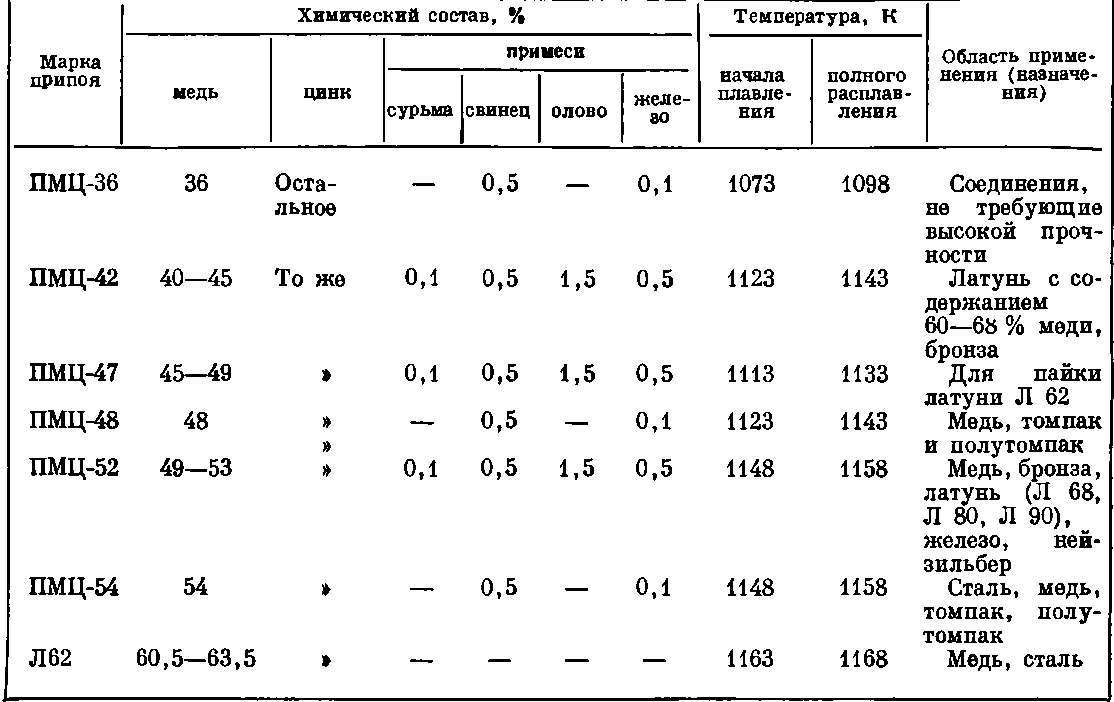
Латунь, богатая медью, спаивается следующими припоями:
- ПСр-72.
- ПСр-40.
- ПСр-45.
- ПСр-25.
- ПСр-12.
Латунь, у которой низкая температура плавления, нуждается в использовании следующих припоев для пайки:
- ПМЦ-36.
- ПМЦ-48.
- ПМЦ-54.
- Припой медно фосфорный.
Для пайки латуни, в которой большое процентное содержание цинка, применяют марку припоя ПСр-40.
Если при эксплуатации элементов, которые подвергаются спайке, не возникает динамических и вибрационных нагрузок, то допускается применять припой ПМЦ-48 и ПМЦ-36.
Подбор припоя и флюса
При работе с радиокомпонентами важно выбрать подходящий для пайки припой и флюс, при использовании которых удаётся получить надёжное и прочное контактное соединение. Следует заметить, что при пайке SMD компонентов, монтируемых на плату, и при реболлинге применяют специальные пасты, которые совмещают свойства флюса и припоя
Необходим также трафарет, позволяющий правильно наносить эту пасту на плату.
Припой

В качестве припоя при пайке радиодеталей может применяться обычный (низкотемпературный) сплав, который переходит в жидкое состояние уже при температуре 200 градусов. Самым распространенным образцом этого вида сплавов является припой под обозначением ПОС-61, в котором содержится 60 процентов олова, а остальная часть – свинец. Его точка плавления колеблется в пределах от 183-х до 230-ти градусов. ПОС-61 поступает в продажу в виде тонкой проволоки, которая наматывается на специальной катушке.
Для пайки мелких деталей удобней пользоваться более тонкой проволокой, которую удаётся легко дозировать; причём наиболее качественным является импортный её вариант. Под эту категорию подходят стандартные катушечные изделия стоимостью от 150 до 200 рублей. Такой типовой катушки с припоем вполне может хватить на год-полтора (при экономном расходовании).

Полезно запастись небольшим количеством так называемого «сплава Розе», температура плавления которого очень низка (не выше 90-100 градусов). Этот сплав может пригодиться при демонтаже радиодеталей, впаянных в любые современные платы.
Флюсы

При проведении пайки из-за термического нагрева ножки деталей окисляются, после чего припой неспособен полностью смачивать их поверхности. Для исключения этого вредного явления следует применять флюсы, способные растворять образующуюся на них оксидную пленку и повышающие качество пайки. Этот эффект широко применяется при такой распространённой процедуре, как лужение. Флюсы выпускают в широком ассортименте, их выбор зависит от спаиваемого металла.
При пайке радиодеталей часто применяют канифоль, которая представляет собой обычную очищенную смолу. По ходу пайки на жало сначала поддевают небольшую порцию припоя, после чего его окунают в канифоль и сразу же переходят непосредственно к пайке (не дожидаясь, пока она испарится). Если отработать технику, то паяльные работы получится выполнять максимально быстро и качественно.
3.1. Классификация припоев и система их обозначений
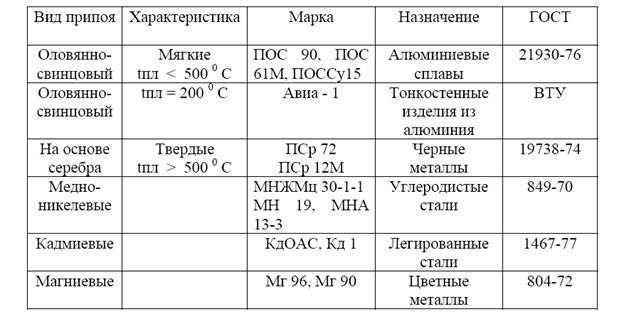
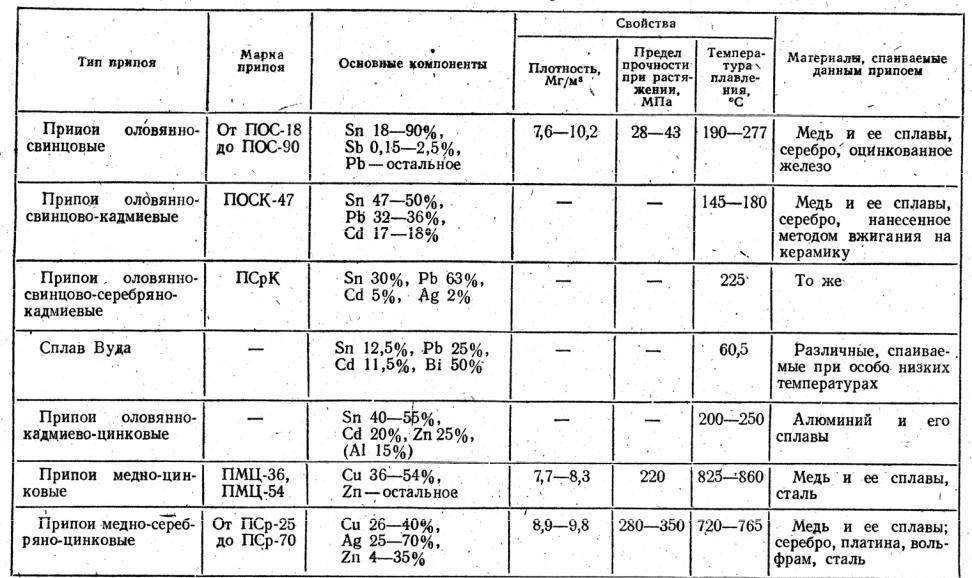
Разновидности и применение припоев:
Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и других металлов
Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои.
К мягким относятся припои с температурой плавления до 400 °С, а к твердым — свыше 500 °С. Припои с температурами выше температуры плавления чистого олова в интервале до 400 °С называются полутвердыми.
Мягкие и полутвердые припои имеют предел прочности при растяжении до 15–100 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов.
Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно облуживаются, как правило, припоем той же марки и покрываются обычно канифолью (флюсом).
Оловянно-свинцовые припои выпускаются в виде слитков, прутков, проволоки, ленты и трубок, заполненных канифолью.
Твердые припои имеют предел прочности при растяжении 100– 500 МПа и применяются в качестве припоев первой категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку.
Система обозначения припоев
Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и др.
Пайку осуществляют или с целью создания механически прочного (иногда герметичного) шва, или для получения электрического контакта с малым переходным сопротивлением. При пайке места соединения и припой нагревают. Так как припой имеет температуру плавления значительно ниже, чем соединяемый металл (или металлы), то он плавится, в то время как основной металл остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Выбирают припой с учётом физико-химических свойств соединяемых металлов, требуемой механической прочности спая, его коррозионной устойчивости и стоимости. При пайке токоведущих частей необходимо учитывать удельную проводимость припоя.
. технические требования
. Припои оловянно-свинцовые в чушках изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
Химический состав припоев должен соответствовать требованиям таблицы.
(Измененная редакция, Изм. № 1, 2).
. Форма чушек припоев всех марок приведена в приложении 3. Размеры чушек, указанные в приложении 3, приведены для конструирования и изготовления изложниц.
Допускаемые отклонения по размерам изложниц должны соответствовать 13 классу точности по ГОСТ 26645.
(Измененная редакция, Изм. № 4).
. Поверхность чушек не должна иметь шлаковых и других инородных включений. Допускается наличие усадочных раковин и трещин.
(Измененная редакция, Изм. № 2).
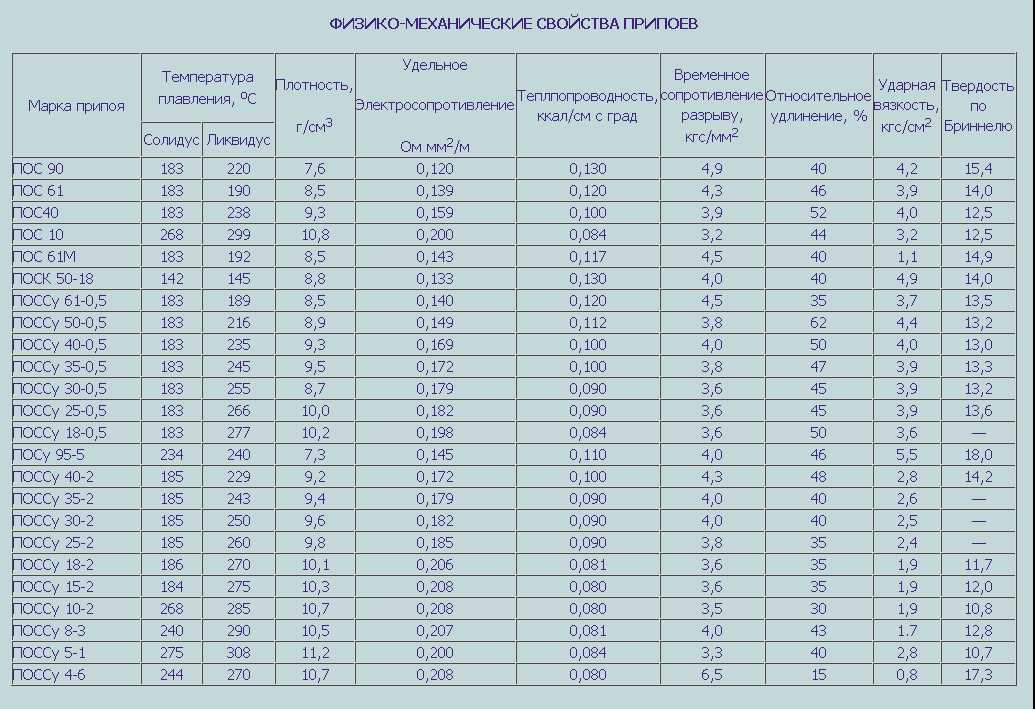
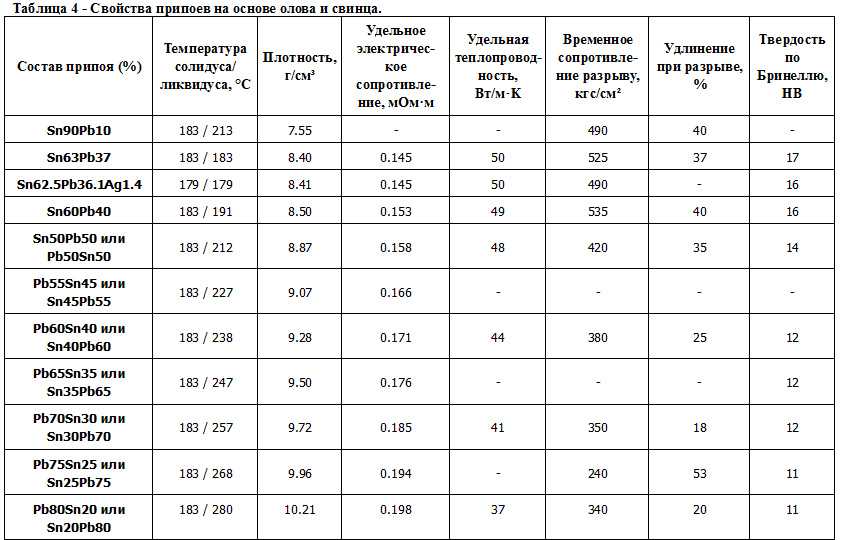
. Физико-механические свойства припоев приведены в приложении 1.
. Области преимущественного применения припоев приведены в рекомендуемом приложении 2.
а. (Исключен, Изм. № 3).
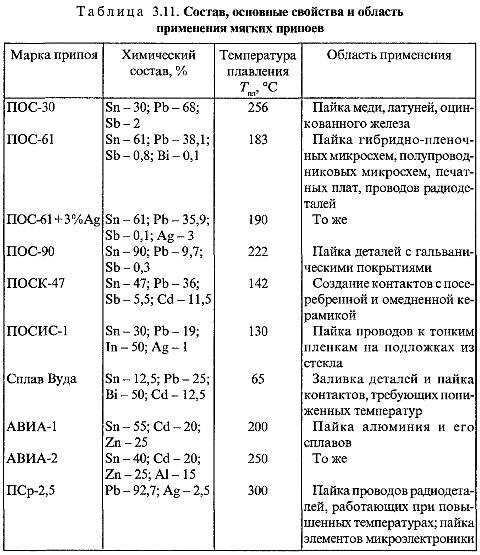
Состав и физико-химические свойства
Классическим составом припоя с канифолью является обыкновенный мягкий оловянно-свинцовый. Содержание свинца в нем составляет 40%, а олова – 60%. К таким припоям можно отнести ПОС 60 или близкую к нему марку ПОС 61.
Благодаря этому он приобретает особые физические свойства. Припой с канифолью и без с таким составом обладает особой гибкостью, что помогает подобрать нужное положение перед спаиванием. Данный состав характеризуется относительно низкой температурой плавления, что не позволяет применять припой для пайки тугоплавких металлов. Тем не менее, он хорошо проникает во все неровности, когда находится в жидком состоянии. Это обеспечивает максимально высокую степень сцепления. Хоть здесь и не происходит проникновения в структуру основного металла, такое свойство дает возможность охватить как можно большую площадь скрепления.
Относительно низкая температура плавления обеспечивает легкость использования. Наличие свинца добавляет текучести материалу. При использовании лучше делать все в хорошо проветриваемом помещении, так как свинец дает вредные для здоровья человека испарения.
Технические характеристики припоя с канифолью
Среди всех марок есть те разновидности. Которые применяются чаще всего. Их технические характеристики обеспечивают удобство использования и делают практически универсальными для большинства процедур.
| Марка | Технические характеристики | |||||
| Температура плавления, °C | Плотность, грамм/см квадратный | Теплопроводность | Сопротивление на разрыв | Удлинение относительное, % | ||
| Начальная | Конечная | |||||
| ПОС 61 | 183 | 189 | 8,5 | 0,12 | 4,3 | 46 |
| ПОС 60 | 185 | 192 | ||||
| ПОС 90 | 183 | 189 | 47 МПа (или 4,9 кгс/мм квадратный) | 58 |
Особенности выбора
Выбирая что лучше, припой с канифолью или без, в первую очередь стоит ориентироваться на удобство выполнения пайки. Если вам предстоят стандартные процедуры, режимы которых вполне известны, то можно выбирать припой с содержанием канифоли любой подходящей марки. Чаще всего выбор падает на материалы серии ПОС, в которых основными компонентами становятся серебро и олово. Это позволяет достичь мягкости и высокой смачиваемости за счет меньшей крепости соединения.
Читать также: Стол из профильной трубы своими руками фото
Если вам предстоит соединять тугоплавкие металлы, то лучше использовать специальные виды припоев, которые могут и не содержать в себе флюс.»
Чем выше температура плавления основного металла, тем выше должна быть температура плавления припоя. Это основной показатель, по которому ориентируются специалисты. Помимо состава марки нужно определиться еще с толщиной проволоки. Здесь уже легче, так как все зависит от толщины самого изделия. При работе с паяльником всегда можно наплавить каплю нужного размера из проволоки любой толщины, так что здесь не будет особой разницы. Для работы с газом уже нужно подобрать подходящий по толщине вариант. В своем арсенале стоит иметь как минимальные значения, от 0,8 мм, так и более крупные на 1,2 и 1,5 мм. Но состав материала всегда буде более важным, чем толщина.
Особенности применения
Определившись, какой припой лучше, с канифолью или без, а также подобрав соответствующую марку, можно приступать непосредственно к пайке. Как и при работе с простым припоем, первым делом идет подготовка поверхности основного металла, его требуется очистить.
Несмотря на более легкое проведение процесса, наличие канифоли не снимает большинство негативных факторов, влияющих на качество спаивания.»
После подготовки нужно разогреть его поверхность до нужной температуры и начать использоваться припой. Это требуется, чтобы не было большого контраста между температурами расплавленного припоя и основного металла, так что перегревать сильно также не стоит. После того как расплавленный припой разольется по поверхности, ему нужно дать остыть. Таким образом, проведение пайки данной разновидности имеет лишь одну важную отличительную особенность, так как здесь не нужно использовать флюс дополнительно. Его наличие в составе делает процесс таким же легким, как и при добавлении канифоли отдельно.
Популярные производители
На отечественном рынке можно встретить следующих производителей данной продукции:
- КиевЦветМет;
- Solder;
- Вадис-М;
- Техноскрап;
- Manwell;
- «Технологические Линии»;
- Укр-Спецсплав;
- Арсенал;
- УкрИнтерсталь.
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
. маркировка, упаковка, транспортирование и хранение
. На каждой чушке припоя выбивают:
а) товарный знак предприятия-изготовителя;
б) обозначение марки припоя;
в) номер плавки.
Обозначение марки припоя наносится на лицевой поверхности чушки с левой стороны цифрами, соответствующими процентному содержанию основных компонентов без указания буквенного обозначения ПОС, ПОССу, ПОСу, ПОСК. Номер плавки выбивается с правой стороны лицевой поверхности чушки.
Примеры нанесения обозначения марки припоя:
Припой марки ПОС 90: 90.
Припой марки ПОС 61М: 61М.
(Измененная редакция, Изм. № 2, 3).
а. Чушки припоев транспортируют без упаковывания транспортными пакетами или в контейнерах по ГОСТ 18477. Пакеты чушек должны быть обвязаны стальной упаковочной лентой размерами не менее 0,8×30 мм по ГОСТ 3560, скрепленной в замок.
Допускается применение других средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650. Масса пакета не более 1250 кг. Допускается увеличение пакета до 1500 кг при условии проведения погрузки и выгрузки на подъездных путях грузоотправителя и грузополучателя, при этом пол вагона по ходу погрузчика должен выстилаться металлическими листами толщиной 3 — 4 мм.
Схемы укладки и скрепления чушек припоев в пакеты приведены в приложении 4.
При перевозке воздушным транспортом чушки упаковывают в плотные дощатые ящики типа II-1 по ГОСТ 2991, размерами по ГОСТ 21140, выстланные изнутри полиэтиленовой пленкой по ГОСТ 10354. Масса брутто ящиков — не более 60 кг.
(Измененная редакция, Изм. № 1, 2, 3, 4).
. Транспортная маркировка — по ГОСТ 14192.
. Чушки припоев перевозят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
5.2, 5.3 (Измененная редакция, Изм. № 1).
. ПРипой должен храниться в закрытом помещении.
Разд. 6 (Исключен, Изм. № 1).
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Читать также: Как сделать сцепку на мотоблок
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С. В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов. Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
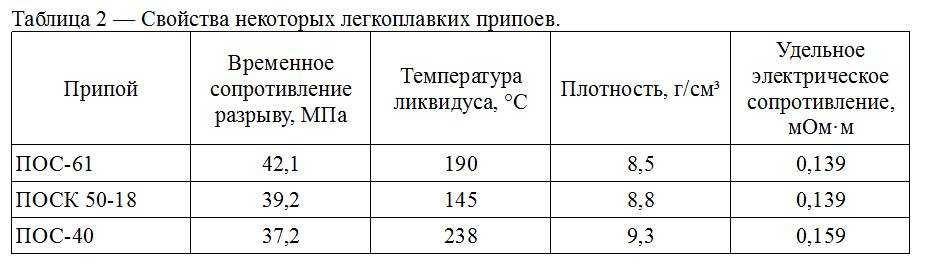
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
Температура плавления припоев на основе серебра, их плотность и удельное электрическое сопротивление
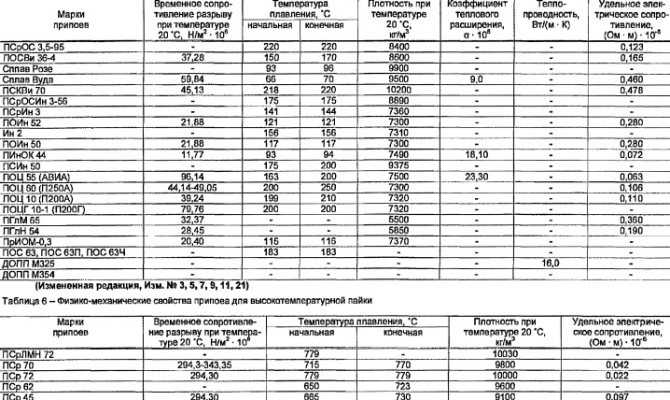
К серебряным припоям относятся такие припои, как ПСр72, ПСр71, ПСр70, ПСрМО68-27-5, ПСр65, ПСр62, ПСр50, ПСр50КД, ПСрМЦКд45-15-16-24, ПСрКДМ50-34-16, ПСр45, ПСр40, ПСр37,5, ПСр25, ПСр25Ф, ПСр15, ПСр12М, ПСр10, ПСр010-90, ПСрОСу8 (Впр-6), ПСрМО5 (Впр-9), ПСрОС 3,5-95, ПСр3, ПСрО 3-97, ПСрОС3-58, ПСр3Кд, ПСр2,5, ПСр2,5С, ПСр2, ПСрОС2-58, ПСр1,5, ПСр1.
Плотность припоев на основе серебра изменяется в пределах от 7400 до 11400 кг/м3. Низкая плотность припоя, содержащего серебро, свойственна таким припоям, как: ПСрОСу8, ПСрМО5, ПСрОС 3,5-95 и ПСр010-90. Наиболее тяжелый припой — это ПСр3, его плотность равна 11,4 г/см3.
Температура плавления припоев на основе серебра находится в диапазоне от 183 до 860°С. Припоем с наименьшим удельным электрическим сопротивлением является серебряный припой ПСр72 — его электросопротивление равно 2,1 мкОм·см.
Удельное электрическое сопротивление припоев значительно изменяется в зависимости от марки припоя. Оно может иметь значение в интервале от 2,1 (у припоя ПСр72) до 37,2 мкОм·см — у ПСр37,5.
Примечание: плотность и удельное электрическое сопротивление припоев указаны при комнатной температуре.
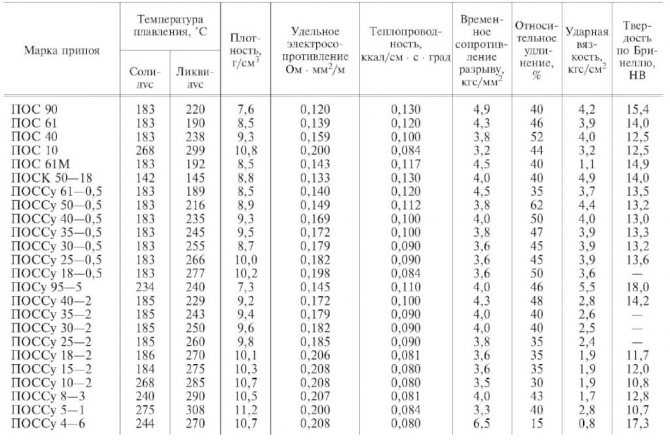
Физико — механические свойства припоев
|
Марка припоя |
Температура плавления, °С |
Плотность, г/см3 |
Удельное электросопротивление Ом · мм2/м |
Теплопроводность, ккал/см · с · град |
Временное сопротивление разрыву, кгс/мм2 |
Относительное удлинение, % |
Ударная вязкость, кгс/см2 |
Твердость по Бринеллю НВ |
|
|
Солидус |
Ликвидус |
||||||||
|
ПОС 90 |
183 |
220 |
7,6 |
0,120 |
0,130 |
4,9 |
40 |
4,2 |
15,4 |
|
ПОС 61 |
183 |
190 |
8,5 |
0,139 |
0,120 |
4,3 |
46 |
3,9 |
14,0 |
|
ПОС 40 |
183 |
238 |
9,3 |
0,159 |
0,100 |
3,8 |
52 |
4,0 |
12,5 |
|
ПОС 10 |
268 |
299 |
10,8 |
0,200 |
0,084 |
3,2 |
44 |
3,2 |
12,5 |
|
ПОС 61М |
183 |
192 |
8,5 |
0,143 |
0,117 |
4,5 |
40 |
1,1 |
14,9 |
|
ПОСК 50 — 18 |
142 |
145 |
8,8 |
0,133 |
0,130 |
4,0 |
40 |
4,9 |
14,0 |
|
ПОССу 61 — 0,5 |
183 |
189 |
8,5 |
0,140 |
0,120 |
4,5 |
35 |
3,7 |
13,5 |
|
ПОССу 50 — 0,5 |
183 |
216 |
8,9 |
0,149 |
0,112 |
3,8 |
62 |
4,4 |
13,2 |
|
ПОССу 40 — 0,5 |
183 |
235 |
9,3 |
0,169 |
0,100 |
4,0 |
50 |
4,0 |
13,0 |
|
ПОССу 35 — 0,5 |
183 |
245 |
9,5 |
0,172 |
0,100 |
3,8 |
47 |
3,9 |
13,3 |
|
ПОССу 30 — 0,5 |
183 |
255 |
8,7 |
0,179 |
0,090 |
3,6 |
45 |
3,9 |
13,2 |
|
ПОССу 25 — 0,5 |
183 |
266 |
10,0 |
0,182 |
0,090 |
3,6 |
45 |
3,9 |
13,6 |
|
ПОССу 18 — 0,5 |
183 |
277 |
10,2 |
0,198 |
0,084 |
3,6 |
50 |
3,6 |
— |
|
ПОСу 95 — 5 |
234 |
240 |
7,3 |
0,145 |
0,110 |
4,0 |
46 |
5,5 |
18,0 |
|
ПОССу 40 — 2 |
185 |
229 |
9,2 |
0,172 |
0,100 |
4,3 |
48 |
2,8 |
14,2 |
|
ПОССу 35 — 2 |
185 |
243 |
9,4 |
0,179 |
0,090 |
4,0 |
40 |
2,6 |
— |
|
ПОССу 30 — 2 |
185 |
250 |
9,6 |
0,182 |
0,090 |
4,0 |
40 |
2,5 |
— |
|
ПОССу 25 — 2 |
185 |
260 |
9,8 |
0,185 |
0,090 |
3,8 |
35 |
2,4 |
— |
|
ПОССу 18 — 2 |
186 |
270 |
10,1 |
0,206 |
0,081 |
3,6 |
35 |
1,9 |
11,7 |
|
ПОССу 15 — 2 |
184 |
275 |
10,3 |
0,208 |
0,080 |
3,6 |
35 |
1,9 |
12,0 |
|
ПОССу 10 — 2 |
268 |
285 |
10,7 |
0,208 |
0,080 |
3,5 |
30 |
1,9 |
10,8 |
|
ПОССу 8 — 3 |
240 |
290 |
10,5 |
0,207 |
0,081 |
4,0 |
43 |
1,7 |
12,8 |
|
ПОССу 5 — 1 |
275 |
308 |
11,2 |
0,200 |
0,084 |
3,3 |
40 |
2,8 |
10,7 |
|
ПОССу 4 — 6 |
244 |
270 |
10,7 |
0,208 |
0,080 |
6,5 |
15 |
0,8 |
17,3 |
Поск50-18 челябинск
| Марка : | ПОСК50-18 |
| Классификация : | Оловянно-свинцовые припои |
| Применение: | Для пайки деталей, чувствительных к перегреву, порошковых материалов, металлизированной керамики, для ступенчатой пайки конденсаторов. Сплав бессурьмянистый |
| Зарубежные аналоги: | Нет данных |
Химический состав в % материала ПОСК50-18 ГОСТ 21930- 76
| Fe | Ni | S | Al | Cu | As | Pb | Zn | Sb | Bi | Sn | Cd |
| до 0.02 | до 0.02 | до 0.02 | до 0.002 | до 0.08 | до 0.03 | 48.626- 51 | до 0.002 | до 0.2 | до 0.2 | 49- 51 | 17- 19 |
Примечание: Pb -основа. процентное содержание Pb дано приблизительноЛитейно-технологические свойства материала ПОСК50-18 .




| Температура плавления, Солидус : | 142 °C |
| Температура плавления, Ликвидус : | 145 °C |
Механические свойства при Т=20oС материала ПОСК50-18 .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| , ГОСТ 21930-76 | 40 | 40 | 490 |
| Твердость ПОСК50-18 , ГОСТ 21930-76 | HB 10 -1 = 14 МПа |
Физические свойства материала ПОСК50-18 .
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 8800 | 133 |
Обозначения:
| Механические свойства : | |
| sв | -Предел кратковременной прочности , |
| sT | -Предел пропорциональности (предел текучести для остаточной деформации), |
| d5 | -Относительное удлинение при разрыве , |
| y | -Относительное сужение , |
| KCU | -Ударная вязкость , [ кДж / м2] |
| HB | -Твердость по Бринеллю , |
| Физические свойства : | |
| T | -Температура, при которой получены данные свойства , |
| E | -Модуль упругости первого рода , |
| a | -Коэффициент температурного (линейного) расширения (диапазон 20o-T ) , [1/Град] |
| l | -Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | -Плотность материала , [кг/м3] |
| C | -Удельная теплоемкость материала (диапазон 20o-T ), [Дж/(кг·град)] |
| R | -Удельное электросопротивление, |
ПОСК50-18-Оловянно-свинцовые припоиПОСК50-18-химический состав, механические, физические и технологические свойства, плотность, твердость, применение
Характеристики пос-63
ПОС 63 в соответствии с ГОСТ и OCT 4Г 0.033.200 является сплавом, состоящим на 63 % из олова и на 37 % из свинца. Это некая модернизация припоя ПОС-61, подогнанная под международный стандарт J-STD 006В. Множество качественных китайских припоев аналогично маркируются Sn63Pb37. Это эвтектические сплавы с температурой плавления 183 °С.
ПОС-63 применяется в основном для пайки и лужения выводов микросхем и корпусированных радиокомпонентов, печатных плат, проводов и кабелей. Из современных припоев является самым распространенным. Характеристики припоя ПОС 63 очень схожи с ПОС-61.
Плюсы ПОС 63
- совпадение точек солидуса и ликвидуса;
- самый распространенный припой ПОС серии;
- сравнительно низкая температура плавления;
- низкая стоимость;
- поставляется в виде проволоки с заполнением флюсом.
Минусы ПОС 63
- часто подделывают, особенно в китае;
- содержит свинец, что увеличивает стоимость утилизации электронной техники согласно современных норм безопасности.