
Берём в руки шуруповёрт
Так как далеко не все располагают нужным количеством свободного времени, терпения и усидчивости, народными умельцами был внедрён ещё один метод с использованием шуруповёрта.
Ещё часто рекомендуют дрель, но у её патрона значительно выше обороты вращения, что не лучшим образом может сказаться на итоговом результате. Так что если всё же останавливаться на дрели, то брать нужно инструмент с возможностью регулировки оборотов и функцией реверса. Притирать клапаны в данном случае можно либо через камеры сгорания, либо просто сверху.
Притирка клапанов со стороны камеры сгорания
Работа выполняется в такой последовательности:
- Первым делом изготовливаются из металла небольшие сплошные шайбы диаметром чуть меньше, чем у клапанных тарелок. По центру этих шайб прорезаются отверстия, как для плоской отвёртки.
- Используя расплавленный битум (или его аналоги), шайбы с прорезями прикрепляются на тарелки клапанов.
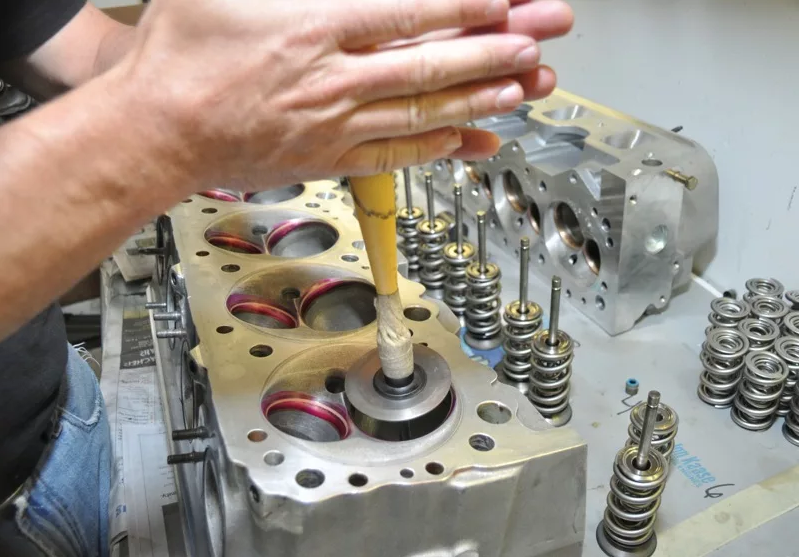
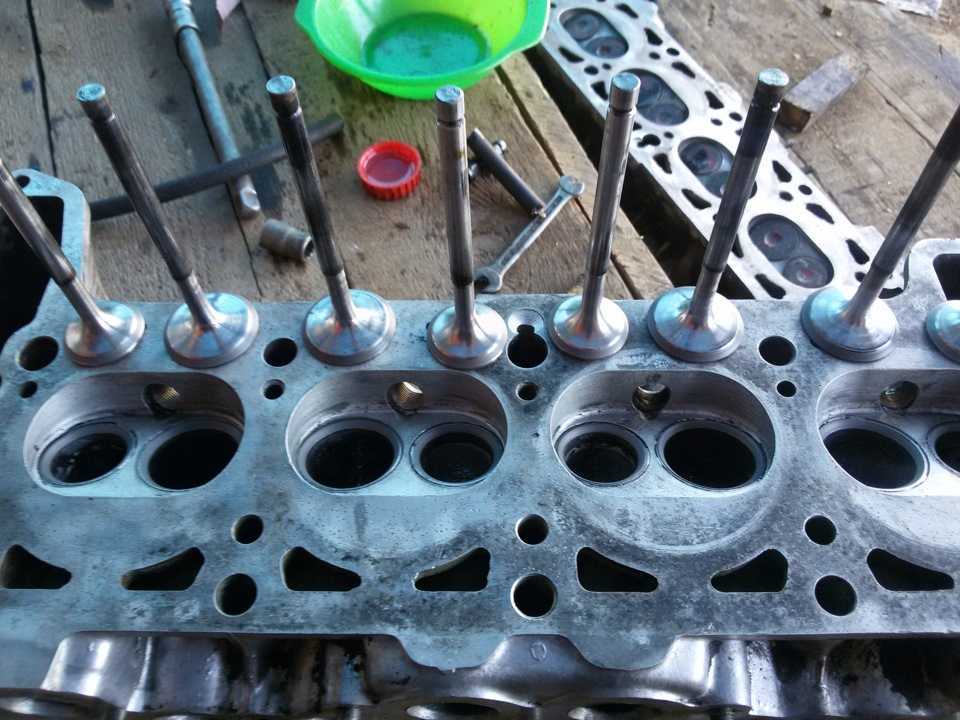
- ГБЦ переворачивается камерами сгорания вверх, ставится на своё место необходимый клапан и на притираемый участок наносится слой пасты.
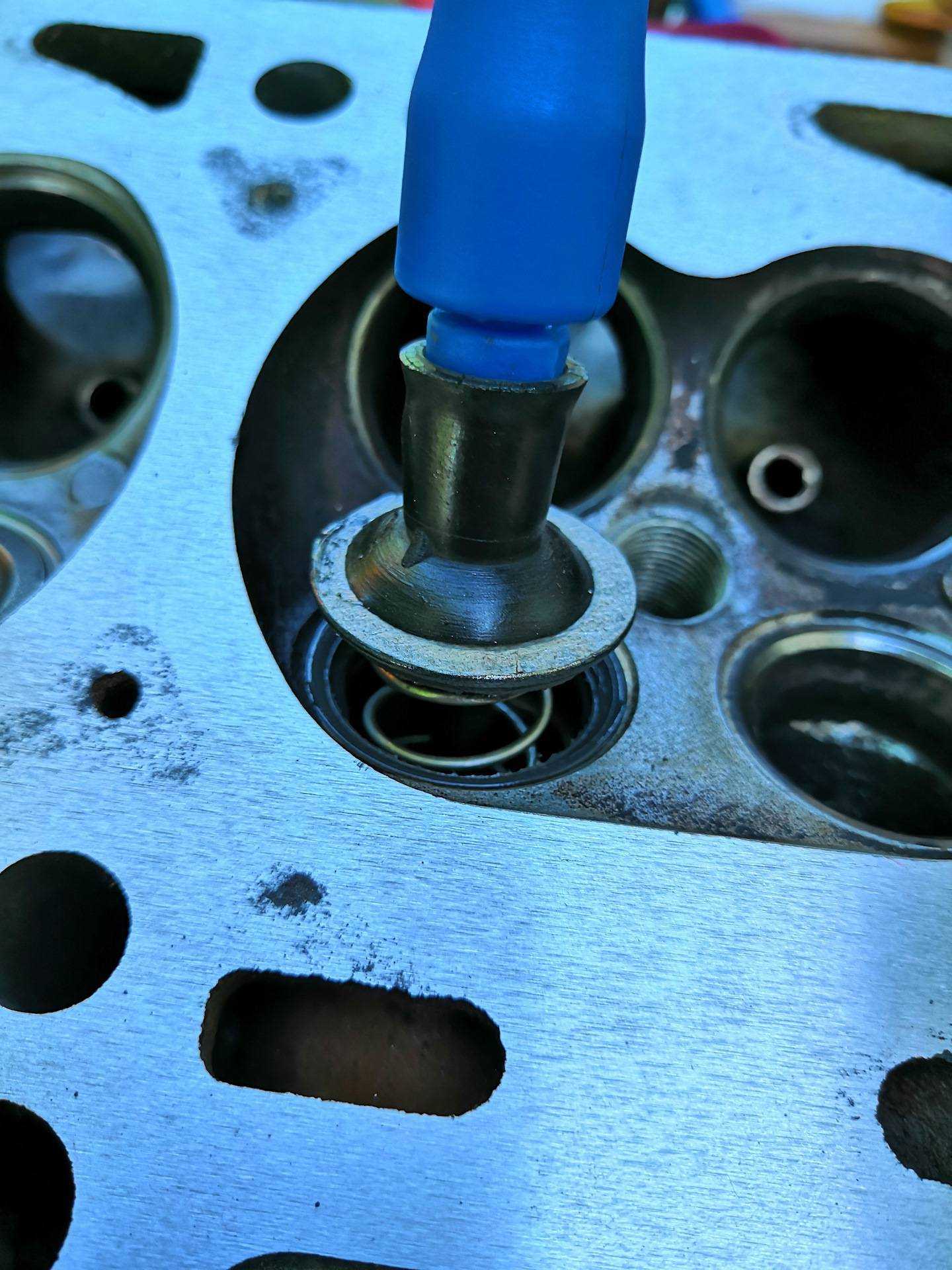
- В патрон дрели крепится стержень с окончанием, как у плоской отвёртки.
- Плоское окончание стержня вставляется в разрез шайбы и на малых оборотах дрели начинается притирка клапана.
- В каждую сторону клапан проворачивается около десяти раз. Надо также помнить, что при изменении направления вращения следует заново наносить абразивную пасту.
- После процедуры на клапан цепляется его пружина.
- Снять шайбу с клапана можно путём его нагрева.
- Оставшийся битум удаляется растворителем, бензином или схожими средствами.
Как притереть клапаны сверху
Весь процесс практически полностью идентичен методу вручную. Главное отличие здесь в том, клапан вращается при помощи инструмента. Кое-кто стержень клапана напрямую крепит в патроне дрели, но для большей эффективности и безопасности в патрон лучше вставить стержень диаметром близким с таковым у стержня клапана. Затем берётся примерно 10-сантиметовый отрезок резиновой трубки и с её помощью соединяются упомянутые стержни. Для пущей надёжности следует резиновую трубку обжать на концах хомутами.

Минимально-необходимый инструмент для притирки клапанов дрелью
FakeHeader
Comments 56
спасибо за идею присобачить шуруповерт к автомобильному аккумулятору
надо руками делать, хоть и кривыми, шуруповерт в топку — он не подходит для такой процедуры
Да…шлангочку от карбюратора надел.притирка и вперёд.2 часа 16 штук с перекурами!Шуриком по вашим советам, неумёхи попалят и втулки и сёдла…это факт(всмысле советчиков выше)))!
делается все проще, несется бошка в мастерскую, на станке на клапане выставляют 45град и седло зеньковкой…все герметично и без притирки, проверял(если конечно руки у мастера прямые.)времени 20 мин на данную операцию
Как то давно сам такой херью занимался.Хорошо получается, быстро, герметично всё.Но однажды оч хороший моторист обьяснил последствия.И сразу стало ясно почему то головки выбрасывают, то сёдла при следующем ремонте меняют.Теперь делаю всё руками через трубочку.Времени так же +- час а вот моторы гораздо мягче петь стали.А если там седла уже нет так хоть бор машиной три всёравно ерунда получится.
Актуальность притирки
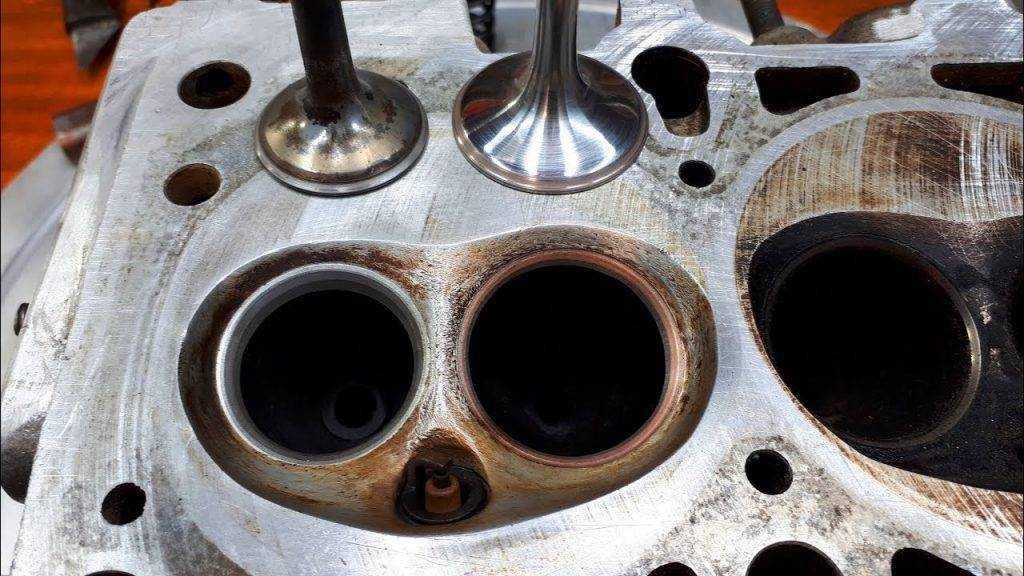
Нагар неизменно появляется на сёдлах и тарелках клапанов в процессе их эксплуатации. От этого закрытие выпускного или впускного клапана осуществляется негерметично. Из-за этого работа мотора становится не такой продуктивной, а расход топлива не экономным. Если выпускной клапан прилегает негерметично, расширяющие газы прорываются после возгорания заряда, они обжигают и плавят его, что негативно сказывается на мощности мотора, поскольку частично газы отправляются в выпуск.
Притирка клапанов не представляет собой ничего сложного, в отдельных случаях даже нет необходимости притирать обе детали. Достаточно снять ГБЦ, изъять сами клапана и проверить их состояние.
Классификация ГРМ
Нижнеклапанные двигатели
Газораспределительный механизм двигателя внутреннего сгорания прошел долгий путь от 1900-х годов до наших дней.
Нижнеклапанные двигатели с распредвалом в блоке цилиндров, использовались повсеместно, вплоть до середины двадцатого века. Схема и устройство впускных и выпускных клапанов, расположенных в ряд тарелками вверх, обеспечивала простоту изготовления и малошумность двигателя. Основным минусом подобной конструкции был сложный путь топливно-воздушной смеси, неоптимальный режим наполнения цилиндров, и, как следствие, меньшая мощность силового агрегата.
Смешанное расположение клапанов
Попытки повысить мощностные характеристики ДВС привели к созданию двигателя со смешанным расположением клапанов. Впускные находились в головке блока цилиндров, а выпускные – в блоке, как у обычного «нижнеклапанника».
Распределительный вал один, так же расположенный в блоке цилиндров. Клапана, отвечающие за впуск топливно-воздушной смеси управлялись посредством штанг – толкателей, через которые передавалось усилие с распредвала, выхлопные – с помощью привычного коромысла.







Верхнеклапанные двигатели
Газораспределительный механизм, клапаны впускной и выхлопной системы которого находятся в головке блока цилиндров, а распредвал – в самом блоке, был сконструирован Дэвидом Бьюиком в самом начале двадцатого столетия. Управление клапанами осуществлялось посредством штанг – толкателей, воздействовавших на коромысла.
Подобная компоновочная схема обладает высокой надежностью, за счет передачи вращения от коленчатого вала к распределительному, с помощью шестерни. Зубчатый ремень, изношенный в процессе эксплуатации, может оборваться, нанеся серьезные повреждения клапанному механизму ГРМ, изношенная же передаточная шестерня лишь немного сдвинет фазы газораспределения, что опытный водитель заметит по изменениям в работе двигателя.
Минусом является некоторая инерционность подобной конструкции, что накладывает ограничения на обороты двигателя, а, следовательно, на крутящий момент и степень форсирования. Использование более чем двух клапанов на цилиндр приводит к усложнению газораспределительного механизма и увеличению габаритных размеров двигателя. Четырехклапанные двигатели такой компоновки используются в грузовых автомобилях КамАЗ, дизельных тепловозных двигателях.
Газораспределительный механизм автомобиля «Волга» двадцать первой модели был устроен именно по верхнеклапанной схеме.
- Двигатели, в которых распредвал и клапаны газораспределительного механизма располагаются в головке блока цилиндров, обозначаются аббревиатурой SOHC. Принцип действия и устройство механизма управления клапанами ГРМ отличается большим разнообразием. Существует схема открытия клапанов при помощи коромысел, рычагов и толкателей. Наибольшее распространение подобное устройство двигателей получило в период с середины 60-х до конца 80-х годов двадцатого столетия. В данный момент такие двигатели устанавливаются на недорогие легковые автомобили.
- Двигатели, газораспределительный механизм которых включает в себя два распредвала, обозначается аббревиатурой DOHC. При использовании двух клапанов на цилиндр, каждый распределительный вал открывает свой ряд клапанов. Такое устройство ГРМ позволяет уменьшить инерцию коленчатого вала, и тем самым значительно увеличивает обороты и мощность ДВС. Принцип работы двигателя, использующего четыре и более клапана на цилиндр, ничем не отличается от вышеописанного. Подобные силовые агрегаты демонстрируют большую, чем у двухклапанных аналогов, мощность и устанавливаются на большинство современных автомобилей.
В двигателях с подобным типом газораспределительного механизма важную роль играет устройство привода распредвалов. В качестве передаточного элемента используется цепь, находящаяся в герметично закрытом объеме, и омывающаяся маслом, или зубчатый ремень, находящийся на внешней стороне двигателя. Поломка привода ГРМ зачастую приводит к печальным последствиям. Оборвавшийся ремень, износившийся в процессе эксплуатации, вызывает мгновенную остановку распределительного вала, вследствие чего некоторые клапаны остаются в открытом состоянии. Удар поршня по выступающей тарелке наносит серьезные повреждения головке блока цилиндров. В особо тяжелых случаях ремонт невозможен и требуется замена данного элемента двигателя.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Проверка притирки

После завершения притирания агрегатов друг к другу необходимо проверить качество проведенной процедуры. Проверить это в процессе можно с помощью графита, чтобы выявить, насколько точно произведено притирание. Для проверки используется бензин или керосин. Второй предпочтительнее, потому что он более текучий и менее вязкий. Существует несколько способов проверки. Не все они обеспечивают гарантию правильности проведенной процедуры.
Способ первый
Головку блоков цилиндров после окончания притирания нужно положить набок, так, чтобы отверстия колодцев были направлены вверх. В таком положении крышки притертых частей будут расположены вертикально. Для наглядности необходимо полностью высушить их компрессором. После этого в отверстия вверху нужно налить бензин или керосин.
Если притирание было произведено правильно, жидкость не будет протекать через отверстия. Однако такой способ не гарантирует полную герметичность клапанов. Для двигателей с ЕГР этот способ также не сработает: они имеют специализированные клапана, через которые жидкость в этом случае будет протекать.
Способ второй
Этот способ является универсальным. Он подходит для всех двигателей и позволяет проверить качество притирания гарантированно. Он проверяет, выдерживает ли эта часть силового агрегата давление.
В этом случае головка двигателя должна быть расположена как бы «вверх тормашками», чтобы отверстия колодцев были сбоку. Небольшое количество топлива или керосина наливается в тарелку клапанов
Неважно, какое топливо и в каком состоянии будет использовано. Характеристики наливаемой жидкости не имеют значения. В боковой колодец с помощью воздушного компрессора необходимо подать сжатый воздух
Он подается в отверстия впускного и выпускного коллекторов. При качественно выполненной процедуре из-под клапанов не будут появляться пузырьки воздуха даже при высоком уровне давления
В боковой колодец с помощью воздушного компрессора необходимо подать сжатый воздух. Он подается в отверстия впускного и выпускного коллекторов. При качественно выполненной процедуре из-под клапанов не будут появляться пузырьки воздуха даже при высоком уровне давления.








При наличии пузырьков воздуха, выходящего под давлением, можно говорить, что герметичность не достигнута. В этом случае притирание должно быть выполнено повторно. Или же требуется проведение других ремонтных работ.
Герметизация частей двигателя необходимо для сохранения его мощности и уменьшения расхода топлива. Выполнить ее можно дома
Главное – соблюдать аккуратность и выполнять все действия в соответствии с требованиями осторожности. Правильное притирание деталей позволит герметизировать клапана самостоятельно, сохранить тягу двигателя и уменьшить расход топлива
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
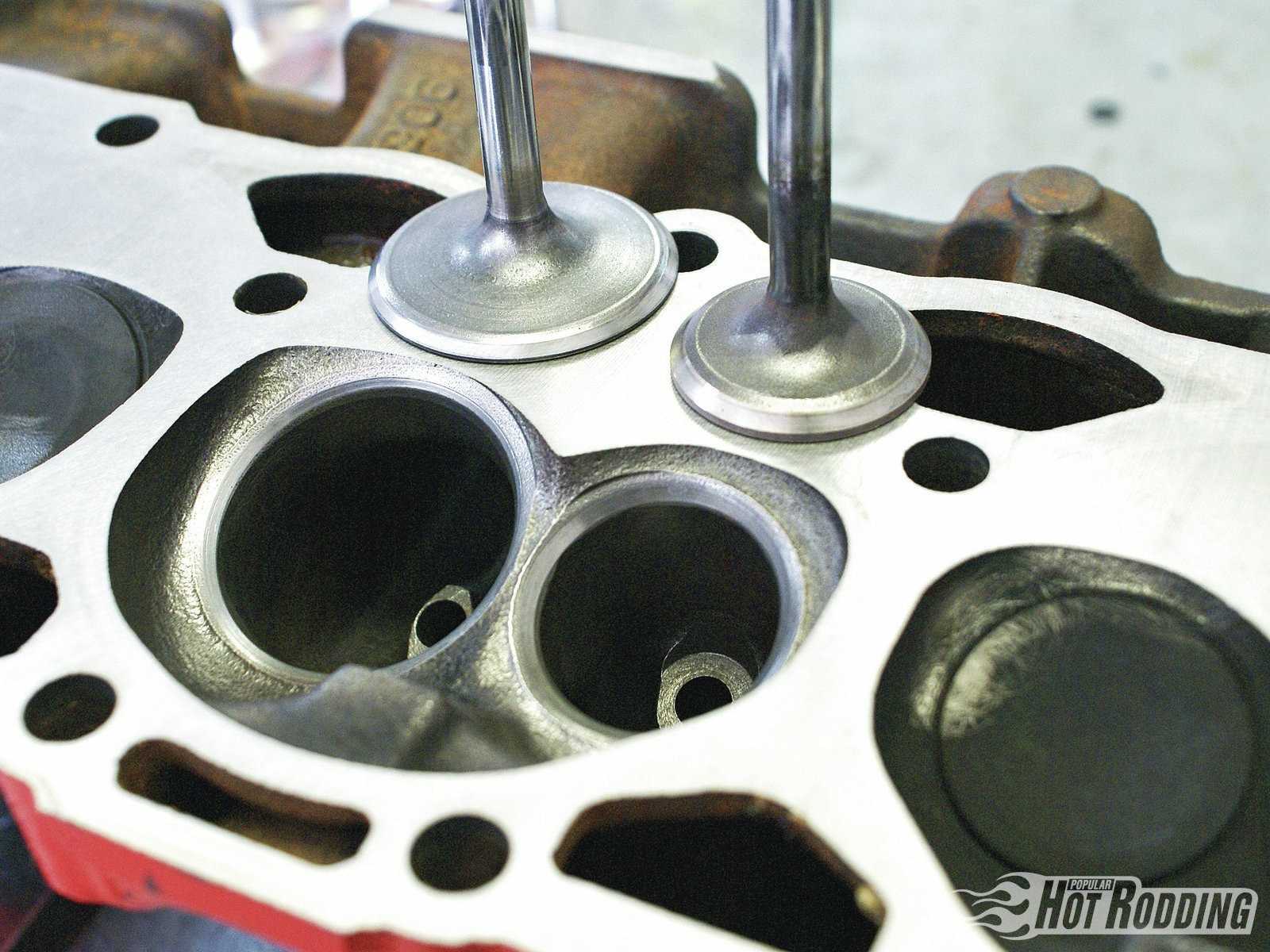
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
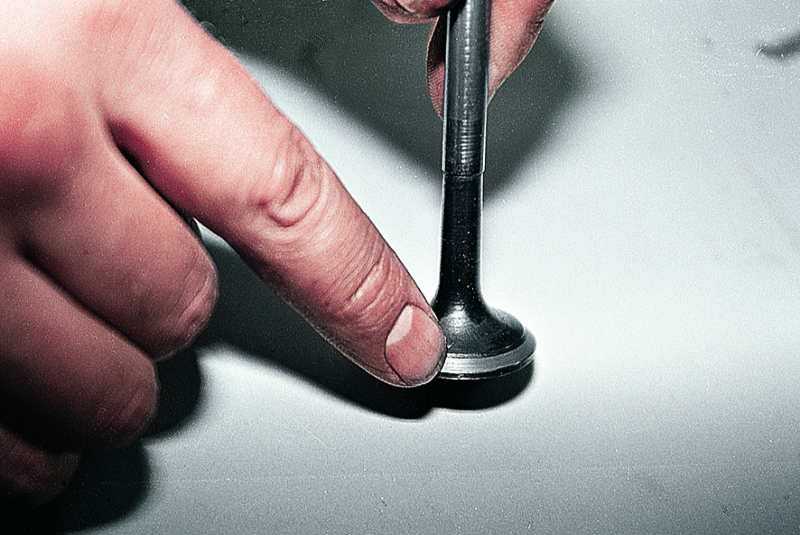
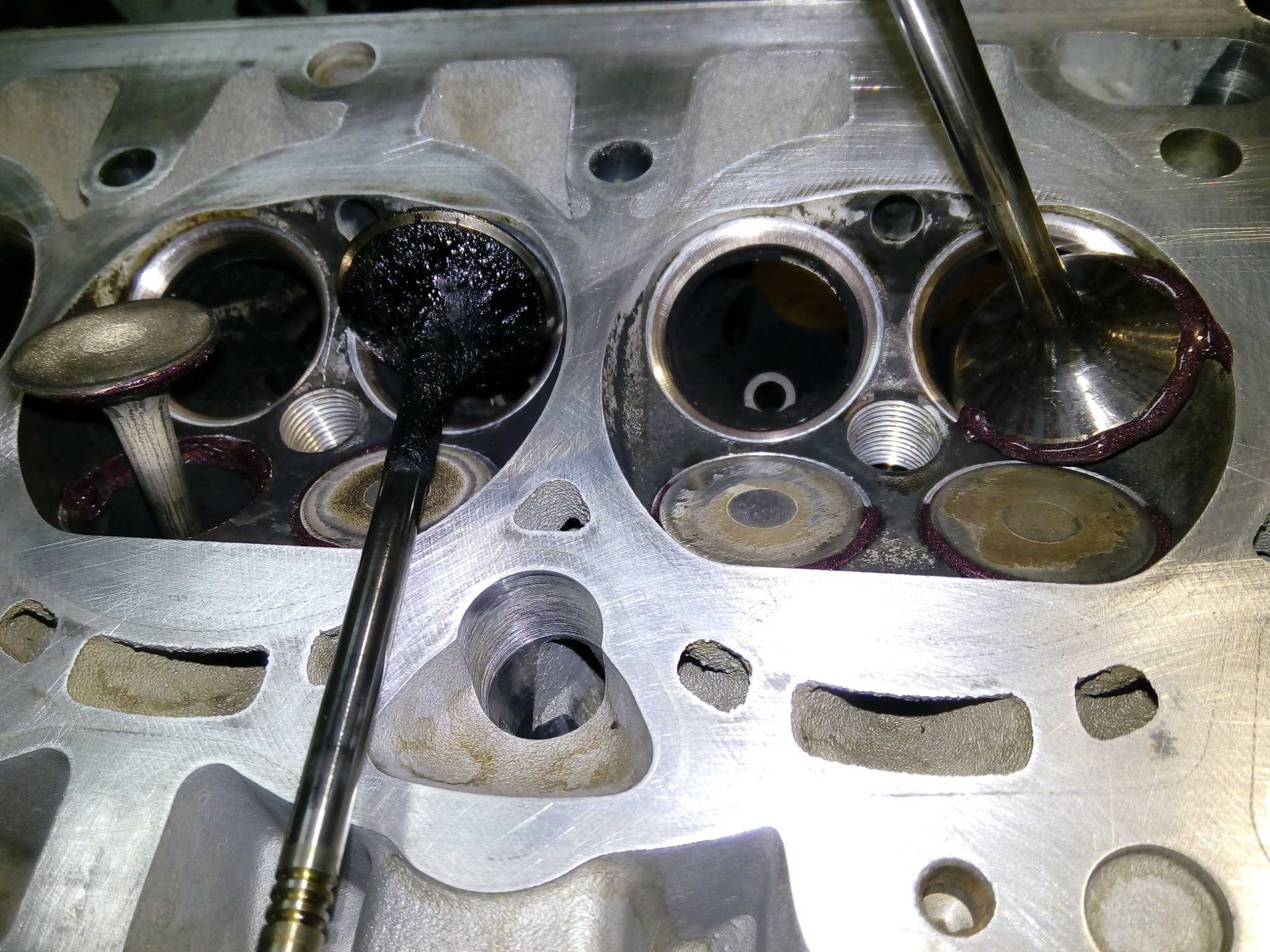
- Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
- По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Что необходимо для притирки
Регулировка клапанов на ВАЗ 2107 своими руками
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Подготовка к шлифовке
Для самостоятельной шлифовки нам понадобятся в первую очередь набор щупов, лекальная металлическая линейка, с её помощью будем определять насколько сильно изогнута ГБЦ и степень её неровности. Это скорей метод на глаз, так как только визуально можно понять, где и сколько стоит шлифовать.








Помимо такой неровности могут быть еще трещины и подобные дефекты. Это говорит о том, что двигатель хорошо перегревался и детонировал. Чтоб определить такие трещины стоит покрасить ГБЦ медленно сохнущей краской и через несколько минут стереть. Там где краска останется и будет трещина. Краску желательно использовать ярких цветов. К сожалению, увидеть можно будет только большие трещины, а вот микротрещины только с помощью специальных приборов.
В любом случае, какой бы не была изогнута ГБЦ, первым делом перед началом шлифовки нужно проверить как на большие, так и на микро трещины.
Минусы
- Безусловным минусом ДВС является высокая степень выбросов, вырабатывающихся во время езды. Главная проблема лежит в том, что топливо сгорает не полностью. На передвижение машины уходит лишь 15% горючего материала, остальное вылетает в воздух, в результате не достигшей совершенства камеры сгорания топлива. Отработанные газы включают в себя сотни вредных компонентов, тяжелых металлов и производных углеводорода.
- Всегда требуется наличие коробки переключения передач. Это устройство необходимо для того, чтобы менять передаточное число, регулирующее количество оборотов двигателя, которые в свою очередь передают энергию на колеса, и те начинают вращаться либо быстрее, либо медленнее.
- Необходимость смены масла каждые 10 000 км пробега. Это обусловлено загрязнением жидкости, попадающими в двигатель мелкими частицами, а также при появлении рабочих отходов от поршней и коленвала.
- Высокая стоимость топлива. Цена за литр бензина или солярки неуклонно растет вверх. Такими темпами передвижение на автомобилях с ДВС будет большой роскошью. Выходом из данной ситуации может послужить установка газового оборудования, так как цена на газ сейчас в 2 раза меньше стоимости бензина, и пока что остается примерно на отметке в 23 рубля, в зависимости от региона.
- Ограниченный ресурс дешевых моторов. Производители двигателей низкой стоимости используют некачественные детали, имеющие большой износ. Хотя, при наличии современных смазок, время работы можно значительно повысить. Главное вовремя менять жидкости и прочие расходные материалы.
- Низкий коэффициент полезного действия. Данный показатель отражает эффективность работы двигателя относительно вырабатываемой энергии в механические силы. Его выражают в процентах. В отличие от электрических моторов, КПД которых может достигать 95%, КПД двигателей внутреннего сгорания не обладает такими показателями. Потери полезного действия происходят в результате неполного сгорания топлива, расходов на тепло, а также потери на прочее оборудование, такое как кондиционер, помпа, генератор.
Современные двигатели шагнули далеко вперед от своих предшествующих собратьев. На сегодняшний день им нет конкурентов. Возможно, если люди не придумают чего-то в корне нового, такие моторы просуществуют в нашем мире еще не одно десятилетие. Как бы хотелось, чтоб ДВС жили вечно, но их существование закончится вместе с нефтью, и придет эра электрических двигателей.
Но, несмотря на то, что ДВС заслужили всеобщую любовь, они могут стать причиной глобального экологического кризиса. Выбросы, создаваемые в атмосферу миллионами автомобилей, поднимают реальную угрозу нашей планете.