
Выбор по нескольким критериям
Кассеты для велосипедов можно разделить в соответствии со следующими критериями:
- материал изготовления;
- количество звезд и их диапазон;
- совместимость с различными типами велосипедов;
- конструкции.
Материалом для изготовления может служить:
- Сталь — основной материал для изготовления большинства крепких велосипедных узлов. Детали из неё отличаются оптимальным соотношением прочности и стоимости. Для защиты от коррозионного разрушения готовые изделия хромируют — делают блестящими, никелируют — покрывают желтым металлом, или воронят — чернят в масле.
- Алюминий имеет наименьшую плотность из всех металлов. Детали, изготовленные из его сплавов, самые легкие, но по прочности и сроку службы уступают стальным. К тому же, алюминиевые кассеты дороже стальных. Анодированные детали из алюминия имеют особую популярность у фанатов снижения веса велосипеда по максимуму — вейтвиннеров.
- Титан хотя и тяжелее алюминия, но легче стали. Он имеет достаточную прочность для долгой работы любых сильно нагруженных велосипедных узлов. Этот материал и его сплавы не ржавеют. Минус один — высокая стоимость изделий из него. Если у вас нет цели максимально уменьшить вес велосипеда, то лучше приобрести самую передовую кассету из стали за такие деньги, которая выдержит больше и прослужит дольше.
Велосипедная кассета может быть набрана из разного числа звезд:
- 7 — можно увидеть на старых велосипедах, тех же годов выпуска, что и у экземпляров с трещоткой.
- 8–10 — самые распространенные, применяемые сегодня на многих велосипедах, от горных до шоссейных.
- 11 — производства Campagnolo. Поставить их можно лишь на втулки этой фирмы.
Количество звезд и их диапазон указывается в маркировке кассеты. Например, надпись «11-36T, 10 speed» означает, что наименьшая звезда имеет 11 зубов, наибольшая — 36, а всего их 10 штук.
Количество и диапазон звездочек кассеты определяет совместимость с конкретным типом велосипеда:
- Горные. Задние узлы трансмиссии с 8–10 звездами. Наименьшая должна иметь 11–12, самая большая — 28–36 зубов.
- Шоссейные. Кассеты, имеющие самые маленькие звездочки с 11, наибольшие — с 22–27 зубьями. Навесное оборудование Campagnolo с 11 звездами сочетается только с велосипедами этого типа.
- Городские, кроссовые, складные. Подходят устройства с наименьшей звездочкой на 12 и самой большой — на 27 зубов.
 Конструкция OpenGlide
Конструкция OpenGlide
Выделяют пять разновидностей кассет по типу сборки:
- Разборные — большинство кассет для велосипеда, у которых звезды, кроме двух наименьших, собраны вместе с помощью заклепок или винтов. Так нужно для доступности обслуживания и сборки. Но такая конструкция слишком тяжелая и забивается грязью.
- На пауке — некоторые конструкции, собранные на алюминиевом каркасе, который и называется пауком. К нему приклепывают две наименьшие звездочки тоже. Славятся легким весом и отлично поддаются очистке от грязи.
- На нескольких пауках — редкие и дорогие изделия, собранные из двух частей по 2–3 звезды в каждой. Удобно, когда нужно заменить одну из двух износившихся частей, а не менять кассету целиком. Как и на одном пауке, они легче распространенных разборных, к тому же их ещё проще почистить.
- OpenGlide — монолитная конструкция от компании SRAM, предназначенная исключительно для шоссейных велосипедов. Она удерживается на шлицах барабана храповика лишь крышкой у основания наибольшей звезды и алюминиевой гайкой в самой маленькой звездочке.
- X-Dome — то же монолитное устройство от фирмы SRAM, непохожее только по способу крепления на храповике. Если в верхней части у малой звездочки оно закрепляется также как предыдущая конструкция, то у основания креплением служит самая большая звезда, а не отдельная крышка. Для снижения веса часто наибольшая фиксирующая звезда изготавливается из алюминия.
 Разобранная кассета X-Dome
Разобранная кассета X-Dome
Гильзы УМЗ и ЗМЗ
Чтобы увидеть ЗАВОДСКИЕ гильзы УМЗ421 — надо либо расплавить, либо распилить блок цилиндров….
Гильзы 410 мотора — внутренний Ф 100мм.
Гильзы 21, 417 , 410 и 4022 — с нижним уплотнением резинками.
410 — не мацал сам. не знаю.
21и 417 — просто кольцом под нижней опорной поверхностью
Тут важно становится отличие гильз 21 ( и 451) от 417.. ( вроде как ранние 24 от 402 тем же отличаются) :. Современные гильзы — цельные
Современные гильзы — цельные.
И при расточке больше штатной ( макс 93,5) — есть шанс . что кольцо сие истончится слишком и вывалится по кускам.
Ну и ещё ( сам тут по фото попадал)
КАК вставить, да вставить правильно гильзы 24/402 в блоки 21;417 и 4022 — ума не приложу.
( как минимум нужна токарка верхнего пояса. гильзы, которым она фиксируется по высоте в блоке)
Вот из 417 гильз сделать 4022 — нивапрос. Два паза под колечки на юбке проточить — и вуаля.
А потому, что по заявлению ОАО ГАЗ — блок модели 4022 ставился всё время выпуска 402 мотора.
и шёл и на Волги и на Газели
Внешне я не знаю как его отличить.
А вот в чём главная его фича 6
в верхней фиксации гильз в блоке .
То есть в этом моторе соединены сильные стороны 24 семейства ( гораздо лучшая жёсткость картера коленвала за счёт снижения оси разъёма поддона) и 21 -го ( верхняя фиксация гильз = меньшая требовательность к качеству прокладки ГБЦ и меньшее коробление в случае перегрева)
Единственный недостаток блока 4022 — невозможность расточить мотор до объёма 2650 см3 ( поршни 95,5)
А вот самое короткое :
по идее гильзы 21 от 417 отличать не нужно.
По всем размерам они одинаковы и взаимозаменяемы 100 % ( кроме верхнего пояска из спец. чугуна — говорил выше).
Они — с верхней фиксацией.
То есть — верхний край имеет токарно обработанный буртик стандартной ( не знаю точно — на взляд миллиметров 6-7 ) высоты.
;4022 ( редкость ныне, только по спецзаказу можно купить, как и 410 впрочем) -тоже верхний буртик, как у 21/417. но и две проточки под уплотнения на юбке.Изменено 13 июля 2021 пользователем Федот68
Ремонт клапанных седел

Небольшой износ клапанного седла устраняют притиркой к нему клапана. При значительном износе клапанное седло фрезеруют конусными фрезами, вначале черновой фрезой с углом 45° (седло выпускного клапана двигателя ЗИС-120 фрезеруют фрезой с углом 30°), затем фрезой с углом 75° (снимают нижнюю фаску) и, наконец, фрезой с углом 15° (снимают верхнюю фаску). После этого седло окончательно обрабатывают чистовой фрезой с углом 45°.
Фрезерование можно производить только в том случае, если направляющие втулки клапанов мало изношены или они новые и обеспечивают плотную посадку стержня фрезы. При фрезеровании не следует снимать излишний слой металла, чтобы не уменьшить срок службы седла.
После фрезерования седло шлифуют конусным камнем при помощи электродрели и притирают клапан. При большом износе седла или после неоднократного фрезерования, когда верхняя кромка головки клапана опускается ниже кромки седла на 0,5 мм, гнездо растачивают на сверлильном станке торцевой фрезой и впрессовывают в него чугунное кольцо с натягом 0,12—0,2 мм, которое затем обрабатывают коническими фрезами в последовательности, указанной выше. Если же в блоке предусмотрена установка сменных седел, то изношенное седло заменяют новым ремонтного размера.
Для замены седла клапана необходимо:
- Выпрессовать изношенное седло из блока, пользуясь специальным съемником; съемник установить в седло так, чтобы его рычажки были ниже кольцевого пояска седла; затем подвернуть винт разжимного конуса и натяжной гайкой выпрессовать седло.
- Расточить гнездо в блоке торцевой фрезой, учитывая посадку седла с натягом 0,12—0,2 мм.
- Запрессовать новое седло и расчеканить его края оправкой.
- Прошлифовать седло и притереть к нему клапан.
Заводы выпускают седла ремонтных размеров с наружным диаметром, увеличенным на 0,05 и 0,25 мм для двигателей ГАЗ-51 и М-20 «Победа» и на 0,5 мм — для двигателя автомобиля «Москвич».
Подготовка к работе
Шаг 1. Покупка необходимых материалов
Перед началом установки гильз на москвич 412 необходимо приобрести следующие материалы:
- набор гильз;
- клей;
- спирт;
- набор инструментов.
Шаг 2. Подготовка моторного отсека
Проверьте, что моторный отсек чист и подготовлен для работы. Прежде чем начать установку гильз, необходимо:
- отключить аккумулятор и отключить провода от свечей зажигания;
- открыть крышку головки блока цилиндров;
- очистить грязь и налет с поверхности блока цилиндров и поршней с помощью спирта и тряпки;
- проверить состояние поршней и гильз, заменить при необходимости;
- укрепить двигатель, чтобы предотвратить передвижение блока цилиндров в процессе работы.
Links
- Espacenet
- Discuss
-
210000000474
Heel
Anatomy0.000
claims
abstract
description
26
-
238000009434
installation
Methods0.000
claims
abstract
description
6
-
238000009827
uniform distribution
Methods0.000
claims
1
-
239000000126
substance
Substances0.000
abstract
1
-
230000023298
conjugation with cellular fusion
Effects0.000
description
7
-
230000013011
mating
Effects0.000
description
7
-
230000021037
unidirectional conjugation
Effects0.000
description
7
-
210000002683
Foot
Anatomy0.000
description
2
-
230000001364
causal effect
Effects0.000
description
2
-
230000003993
interaction
Effects0.000
description
2
-
238000010276
construction
Methods0.000
description
1
-
238000010586
diagram
Methods0.000
description
1
-
238000004519
manufacturing process
Methods0.000
description
1
-
230000001681
protective
Effects0.000
description
1
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
|
SU164853A1 * |
А. П. Мысев | Приспособление для автоматического захвата и выпрессовки гильз блоков цилиндров | ||
|
SU1470497A1 * |
1987-01-16 | 1989-04-07 | Казахский Филиал Центрального Опытно-Конструкторского Технологического Бюро Госнити | Съемник гильз |
|
CN2550132Y * |
2002-06-12 | 2003-05-14 | 周英才 | 爪式拉缸器 |
|
RU168839U1 * |
2015-12-21 | 2017-02-21 | Алексей Валерьевич Шистеев | Съемник гильз блока цилиндров для тракторов new holland |
|
CN208729671U * |
2018-08-06 | 2019-04-12 | 江苏紫金动力股份有限公司 | 一种发动机缸套拆卸工具 |
Установка поршневого пальца
В зависимости от модели поршневой группы. Используются разные условия посадки пальцев поршень. На поршнях старого образца. Чтобы поставить палец необходимо поршень нагреть. Нагревают разными способами . Ставят на нагретую плиту. Поджигают внутри поршня огонь. Основная опасность заключается в том чтобы перегреть поршень. В результате чего он может повестись и поменять свою геометрию. Достаточно не значительного нагрева для того чтобы отверстия под палец расширились и палец легко вошёл в поршень. Поэтому не пользуюсь открытым огнем. Достаточно разместить поршня в ведре с горячей водой. После чего палец легко входит в поршень. На современных поршнях применяют другую технологию. Нагревать ни чего не нужно. Палец свободно входит в свои посадочные места. И то что он проворачивается беспокоиться не нужно. После того как двигатель начнет работать. И поршень нагреется палец схватится поршнем. При последующей разборке двигателя. Удалить палец из поршня будет достаточно не легкая задача.







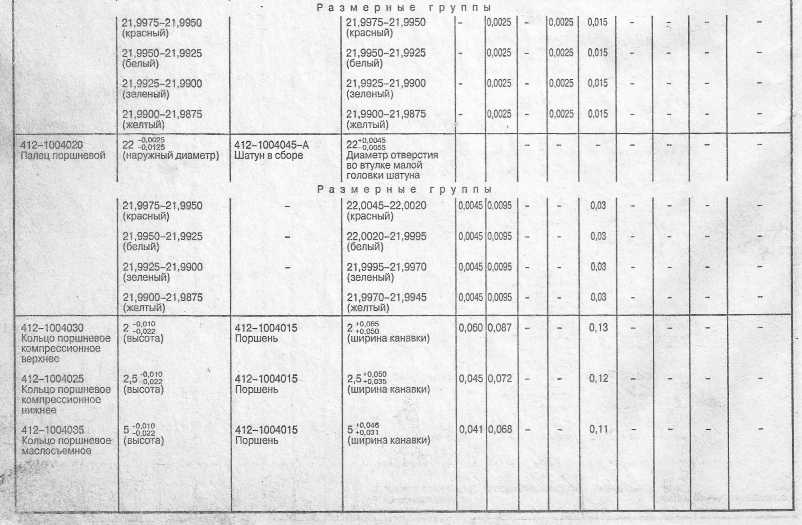

Прежде чем устанавливать палец в поршень с одной стороны необходимо поставить стопорное кольцо. При установке палец упрется в него и займет правильное положение.
Виды съемников подшипников ступицы
Изучите сводную таблицу, в которой представлены несколько основных типов ССП, а так же конкретные рекомендуемые модели.
| Тип и модель | Применение | Средняя цена, руб. |
| С 3-лапами | Снятие деталей с осей и валов, в том числе обойм шарикоподшипников задних ступиц. | 2000-3000 |
| С 2-лапами | Снятие деталей с осей и валов, в том числе подшипников ступиц задних колёс. | 1000-2000 |
| Чашечный с набором оправок | Снятие и запрессовка деталей в отверстия, в том в поворотные кулаки и подшипники ступиц передних колес. | 6000-8000 |
Какие съемники нужны для снятия и запрессовки ступичных подшипников
Для переднего и заднего колеса рекомендуется использовать два вида инструмента: с тремя или двумя лапами и чашечный съемник – это минимальный набор съемного инструмента для правильного и безопасного снятия и запрессовки деталей ступичных узлов.
Съемник ступиц и подшипников для автомобилей ВАЗ и LADA
Для замены переднего и заднего ступичного узла на ВАЗах согласно рекомендациям завода-изготовителя нужны два типа съемных устройств.
- Для съема шарикоподшипника у заднего колеса применяются захватные инструменты.
- Для спрессовки и запрессовки подшипник у переднего колеса применяют чашечные типы.
Выбрать модели данных инструментов можно из обзора представленного выше. Для выбора чашечного съемника, ориентируйтесь на внешние и внутренние диаметр ваших подшипников, но как правило достаточно почитать отзывы и получить консультацию продавца.
Для автомобилей ВАЗ, например, подойдет модель Force 9T0311, AV Steel AV-922722, MHRTOOLS MHR04039, NEO 11-829. Подойдут для запрессовки подшипников в заднюю или переднюю ступицы, а также в поворотный кулак. С обратной стороны вставляют шайбу, зажимают гайку, ставят ключ на задержку. Затем вращают гайку штока по часовой стрелке.
Рассмотрим, какие бывают виды гильз
Гильзы для прохода труб в соответствии с требованиями СНИП отличаются по материалу изготовления. Помимо этого отличается и размер устройства для прохода трубопровода сквозь стену или перегородку.
Размер гильзы для прохода трубы через перекрытие также зависим от варианта установки строения. Выступ, который обязательно должен проходить в комнатах, где показатель уровня воды может оказаться над горизонтальной поверхностью, при скрытой технологии монтажа, выполнять не обязательно. Но, в соответствии к требованиям СНИП, если монтаж производится отрытым методом, то размеры приспособления обязаны отвечать особенностям помещений.
Те же правила СНИПа гласят, что размер межтрубного пространства обязан устанавливаться подходящим для монтажа огнеупорного или водоустойчивого материала
Помимо этого, важно отметить, что правила СНИП подчеркивают, что размеры приспособлений для обустройства прохода сквозь стены или пол не должны создавать препятствий для свободного прохода основного сооружения. Это обязательное условие для проведения ремонтных мероприятий
Внутренний диаметр гильзы для проведения труб в перекрытиях не должен быть больше внешнего диаметра отопительного трубопровода на пять или десять миллиметров.
Обжим наконечников кабельных элементов
Под опрессовкой применительно к токопроводящим элементам понимается процесс их механического обжатия. В результате создается прочное и надежное соединение, которое хорошо пропускает электрический ток. Создание таких соединений, которые при прохождении через них электрического тока не перегреваются, позволяет минимизировать риск возникновения аварийных ситуаций. Тщательно зачищенный конец кабеля в процессе выполнения опрессовки вставляется в полый наконечник, который затем обжимается в специальной матрице. Для опрессовки наконечников применяется несколько способов обжима:
- сплошное обжатие;
- комбинированное обжатие;
- вдавливание.

Опрессовка кабельного наконечника с помощью ручного гидравлического пресса
Объясняется это тем, что при использовании данного способа поверхности, которые формируют контакт, обжимаются по всей площади. Суть комбинированной опрессовки заключается в том, что после обжатия места создаваемого контакта отдельные участки наконечника вдавливаются в конец провода, для чего используется специальный пуансон.
Методы опрессовки кабельных наконечников из разных материалов отличаются друг от друга. Так, для опрессовки алюминиевых кабелей в зависимости от толщины токопроводящих жил, из которых они состоят, используются наконечники трубчатого или кольцевого типа. Для опрессовки кабелей, жилы которых изготовлены из меди, применяют гильзы, а для обжима проводников, сформированных из нескольких жил, понадобятся специальные пистоны. Вне зависимости от применяемого способа опрессовки размер кабельного наконечника, который будет использован для ее выполнения, выбирается по специальным таблицам и зависит в первую очередь от поперечного сечения проводника.

Наконечники бывают с разной толщиной гильзы и с разным входным отверстием

Диаметр жилы можно замерить штангенциркулем, а затем сравнить с внутренним размером хвостовика. Диаметр жилы может быть чуть меньше, но никак не больше
Чтобы токопроводящее соединение, выполняемое при помощи опрессовки, было качественным, перед его формированием необходимо осуществить ряд подготовительных действий:
- Конец провода освобождается от изоляции, тщательно зачищается и обезжиривается при помощи бензина.
- Внутренняя поверхность кабельного наконечника при помощи специального ершика зачищается до блеска.
- Зачищенная внутренняя поверхность кабельного наконечника обезжиривается бензином, а затем обрабатывается специальной пастой, в составе которой есть вазелин и кварцевая пыль.

Существует 5 «золотых» правил опрессовки, соблюдение которых обеспечивает качественный и долговечный обжим наконечников
Для обжима кабельного наконечника могут использоваться различные инструменты:
- пресс-клещи;
- ручной механический пресс;
- гидравлические пресс-клещи ручного типа;
- гидравлический пресс, оснащенный электроприводом.

Последовательность операций при опрессовке гильз или наконечников ручным гидравлическим прессом
Для того чтобы выполнить сплошную или комбинированную опрессовку кабельных наконечников, необходимо использовать инструмент, способный создавать значительное давление. Таким инструментом, в частности, являются гидравлические пресс-клещи, которые чаще всего и используются для выполнения такой операции.
Тип съемника — КЛИН
В качестве заготовки выступит металлическая пластина размерами со спичечный коробок.
При желании можно приварить к скобе металлический прут, который в дальнейшем облегчит работу с клином.
Выпрессовка пальца клином производится очень просто. Он устанавливается в зазор между проушиной и корпусом опоры. А дальше просто молотком клин забивается, что приводит к выскакиванию пальца из гнезда.
Недостатком клина является то, что в процессе выпрессовки пыльник получит повреждения. Поэтому клин можно использовать только при выполнении замены опор или наконечников.
Если же производится ремонт подвески и рулевого механизма, не подразумевающего замену шаровых элементов, клин лучше не применять.
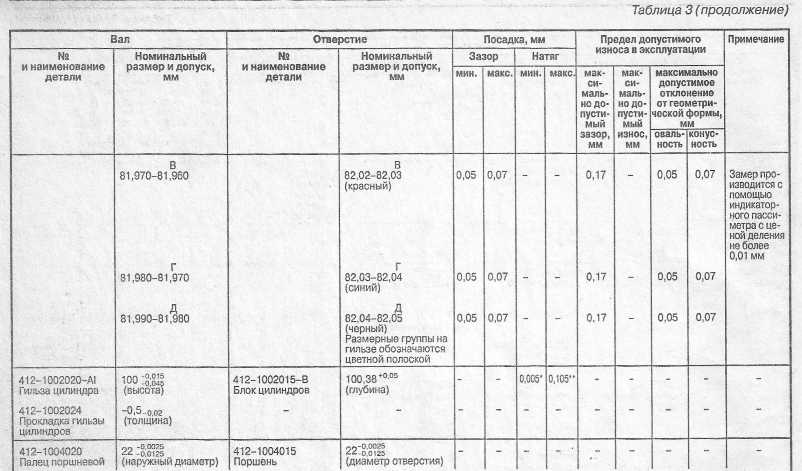
Выбор, определение размеров новых гильз
Перед тем, как подбирать съёмные вставки, изучают строение блока определённого двигателя. На данный момент БЦ бывают всего двух типов — линейные (рядные) и V-образные. Кроме того, они выходят с разным количеством рядов и расположений клапанов (верхнее, нижнее). Толщина стенок и другие особенности тоже имеют значение.
Внутренний диаметр гнезда замеряют микрометрическим нутрометром. Затем втулки подбираются, согласно таблице. Вот на гильзы цилиндров размеры, которые указываются в паспорте самими изготовителями.
| Автомобиль и модель двигателя | Номинальный ремонтный размер | 1 ремонтный размер | 2 ремонтный размер | 3 ремонтный размер |
| Жигули, Ваз-2103, -2107 | 76 | 76,2 | 76,4 | 76,6 |
| Жигули, Нива, Ваз-2106, -2121 | 79 | 79,4 | 79,7 | 80 |
| Лада, Ваз-21083, -09, -10 | 82 | 82,4 | 82,8 | |
| Ока, Ваз-1111 | 76 | 76,4 | 76,8 | |
| Audi , WH и WC | 79,5 | 79,7 | 80 | 80,5 |
| Audi, KP, KU, RT | 81 | 81,2 | 81,5 | 82 |
| Chrysler, AMC 242 | 98,4 | 98,7 |
Установка гильз в блок цилиндров
Гильзы правильно устанавливать с разгона. То есть гильзу необходимо осадить вручную до резиновых уплотнений. И затем нанести по верхней части резкий но не сильный удар. Чтобы гильза вошла на свое посадочное место. При резком ударе меньше вероятности того что закусятся резиновые уплотнения. Конечно удар необходимо наносить не по самой гильзе. А предварительно установить деревянный брусок. Что бы избежать скола гильзы
На гильзах двигателя д 240 и последующих модификациях делать это не желательно, или с большой осторожностью. Чтобы не допустить удара верхней юбки гильзы о посадочное место в блоке. Если произойдет даже не значительный удар
Верхняя часть гильзы в посадочном месте лопнет, по кругу. Поэтому лучше аккуратно осаживать гильзу в ручную. Добиваясь. равномерного осаживания в уплотнительные кольца. Чтобы избежать закусывания
Если произойдет даже не значительный удар. Верхняя часть гильзы в посадочном месте лопнет, по кругу. Поэтому лучше аккуратно осаживать гильзу в ручную. Добиваясь. равномерного осаживания в уплотнительные кольца. Чтобы избежать закусывания.
Каким способом закреплен сверлильный патрон на инструменте
Внешним осмотром электроинструмента, зачастую не удается определить, каким способом закреплен сверлильный патрон. Но если знать маркировку, то способ крепления будет определен даже при беглом взгляде на патрон.
Маркировка сверлильных патронов крепящихся с помощью конуса Морзе
В соответствии с ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.» предусмотрено девять типоразмеров конусов Морзе для крепления сверлильных патронов: В7, В10, В12, В16, В18, В22, В24, В32 и В45. Чем число после буквы В больше, тем больше размер конуса.
Теперь и Вы с легкостью определите способ установки сверлильного патрона, изображенного на фотографии по нанесенной на нем маркировке. Очевидно, что данный патрон крепится с помощью конуса Морзе типоразмера В10. Для снятия с вала электроинструмента этого патрона понадобится сбить его молотком.
В маркировке перед В10 нанесены еще цифры 1-6. Они обозначают диапазон диаметров хвостовиков свёрл, которые позволяет зажимать патрон.










Маркировка сверлильных патронов крепящихся с помощью резьбы
Для крепления сверлильного патрона на инструменте с помощью резьбы применяется как метрическая, так и дюймовая резьба. Патроны отечественного производителя, как правило, выпускаются с метрической резьбой, а импортного производителя всегда с дюймовой.
Сверлильный патрон с креплением посредством метрической резьбы обычно имеет на корпусе маркировку следующего вида: 1,5-13 М12×1,25. Числа 1,5-13, как Вы, наверное, уже догадались, означают диаметр хвостовиков сверл или другого инструмента, которые возможно зажать в данном патроне. Буква М обозначает, что резьба метрическая, числа 12 и 1,25 обозначают диаметр резьбы и шаг ее нитки соответственно. В настоящее время сверлильные патроны с креплением на метрической резьбе практически не встречаются, разве что такой патрон можно увидеть на старой ручной дрели советского производства.
В настоящее время рынок заполнен электроинструментом зарубежного производителя, и сверлильные патроны на нем, как правило, крепятся с помощью дюймовой резьбы.
Маркируются сверлильные патроны с дюймовой резьбой по такому же принципу, как и патроны с метрической резьбой. Например, 2-13 мм 1/2 –20 UNF, как на фотографии. Числа 2-13 обозначают диапазон зажимаемых диаметров хвостовиков сверл, 1/2 — диаметр резьбы в дюймах (для справки, один английский дюйм равен 2,54 см), 20 указывает на количество ниток резьбы на один дюйм (шаг резьбы).
Узнав правила маркировки сверлильных патронов, теперь Вы без труда определите способ его крепления на инструменте и сможете выбрать правильную технологию замены патрона. Маркировка также позволить приобрести взаимозаменяемый патрон в случае его износа или поломки на дрели или шуруповерте.
Важнейшие меры по охране труда при сварочных работах.
Для защиты глаз и лица сварщик должен иметь шлем-маску или щиток с защитным стеклом марки ЭС различной прозрачности в зависимости от величины сварочного тока. Руки должны быть защищены брезентовыми рукавицами, а сам сварщик одет в брезентовый костюм. При применении углекислого газа в случае утечки следует помнить, что он скапливается в ямах, канавах и других низких местах
-
Школа здоровья 3 класс внеурочная деятельность
-
Что такое ирис конфеты кратко
-
План работы музыкального руководителя в детском саду
-
На основании чего резерфорд сделал вывод что атомное ядро заряжено положительно кратко
- Как следует работать ножом резаком при резьбе технология 7 класс кратко
Сборка двигателя и запуск
Сборка двигателя
Для начала необходимо установить гильзы на поршни двигателя. Перед установкой гильз нужно хорошо промыть цилиндры и гильзы с помощью специальной жидкости, чтобы избежать повреждений. После этого можно начинать установку гильз.
Гильзы необходимо устанавливать только на охлажденные поршни, иначе есть риск деформации гильз при разнице в температуре. Кроме того, нужно следить за тем, чтобы гильзы были установлены ровно и затянуты гаечными ключами с необходимым усилием.
После установки гильз нужно установить поршни в цилиндры и заменить поршневые кольца и маслосъемные колпачки. Далее нужно промыть крышки подшипников и установить их на блок цилиндров с помощью болтов.
Запуск двигателя
После того, как двигатель полностью собран, можно приступать к его запуску. Необходимо заправить бензин и масло, а также подключить клемму аккумулятора. Далее можно зажечь свечи и переключатель зажигания в положение «запуск».
Если двигатель не заводится, необходимо проверить работу топливного насоса и карбюратора, а также убедиться, что свечи исправны. В случае, если проблему не удается решить самостоятельно, необходимо обратиться к специалисту.
После запуска двигателя нужно следить за его работой и при необходимости корректировать газеобразование и температуру охлаждающей жидкости. Кроме того, рекомендуется проверить уровень масла через 50-100 км пробега после сборки.
Как снять гильзы цилиндров?
Гильза цилиндра треснула или повреждена? Если он уже поцарапан и деформирован, это означает, что теперь вы можете заменить лайнер. В этой статье мы расскажем вам, как правильно снимать гильзы цилиндров для замены новых.
Гильзы цилиндров легко снимаются с дизельных двигателей с помощью съемника гильз.
Чтобы снять гильзу, достаточно вставить съемник в цилиндр. Затем съемник поднимет нижнюю часть гильзы цилиндра, когда вы закрутите болт на центральном винте. Благодаря этой простой процедуре лайнер будет удален за считанные минуты.
Ниже мы подробно изложили основные ноу-хау по снятию и замене гильзы цилиндра. Читать дальше!

Если у вашего двигателя сухие вкладыши, вы можете просто вытащить их, не снимая никаких специальных деталей, как в случае с мокрыми вкладышами. Мокрые вкладыши имеют дополнительные канавки, в которые входят уплотнительные кольца, предотвращающие попадание воды на картер.
цилиндры с поршнем и гильзой цилиндра
Большинство дизельных двигателей имеют сухие гильзы, где охлаждающая жидкость не соприкасается с гильзой, а блок двигателя окружает гильзу. Как снять гильзы цилиндров? Необходимые инструменты Съемник для гильзы цилиндра. Вы можете использовать съемник для блока цилиндров, чтобы снять гильзу цилиндра, поршень и шатун как единое целое.
2. M30150 Съемник вкладыша Это новейший съемник, используемый сегодня. Обычно он подходит для гильз цилиндров с внутренним диаметром от 5,0 до 5,75 дюймов. M30150 обычно используется для снятия гильзы снизу, вытягивания узла поршень/шатун. Он имеет громоздкий цилиндрический корпус с прочными уплотнительными кольцами или резиной для захвата цилиндра изнутри.
M30150 обычно используется для снятия гильзы снизу, вытягивания узла поршень/шатун. Он имеет громоздкий цилиндрический корпус с прочными уплотнительными кольцами или резиной для захвата цилиндра изнутри.
3. M30020 Это одни из самых старых съемников гильз цилиндров, которые в основном использовались в дизелях Detroit 71 и 92 годов.
Этапы 1. Удалите или вытрите остатки масла со стенок цилиндров и картера. Для удаления смазки или масла с поверхностей можно использовать очиститель деталей тормозов. 2. Установите нижний конец съемника на нижний конец манжеты вкладыша.
3. Установите съемник на отверстия картера.
4. Вращайте гайку съемника до тех пор, пока гильза не выйдет из отверстия картера.
5. Снимите вкладыш в сборе, подняв его. Готово!
ВИДЕО: https://www.youtube.com/watch?v=MXd6-b1PQJ4 Что делать после снятия гильзы цилиндра 1. Осмотрите гильзу на наличие трещин или повреждений Осмотрите гильзу на наличие трещин, повреждений, или подсчет очков. 2. Осмотрите поршень на наличие трещин или повреждений Следующими должны быть поршни и шток. Осмотрите их на наличие трещин или отверстий, признаков потертостей или точечной коррозии. Обычно вы найдете трещины возле булавки или юбки.
Мы надеемся, что в этой статье вы узнали, как снять гильзу цилиндра с помощью различных инструментов и методов.
УАЗ 31512 › Бортжурнал › Ремонт 417 двигателя, продолжение. Сборка.
Ну чтож, еще одни гаражные выходные прошли плодотворно. Прошлые выходные закончились установкой новых гильз в блок. Сажал на герметик, вернее на жидкую прокладку. Плоскость прилегания резинок к блоку отчистили и она была ровная, но герметик решено было использовать как страховку. Дабы все это дело высохло в том положении, в котором и будет стоять, прижал все гильзы старой головой. Сняв старую голову в эти выходные, резиновые уплотнения уже не смогли выдавить гильзы обратно.
Дома по вечерам собирал поршня и шатуны. Поршневая комплект мотордеталь. При взвешивании поршней и пальцев, оказалось что все они весят одинакого. Грамм в грамм. Вес поршней без колец 565 грамм. С шатнунами все хуже. 1010, 1015, 1011, 1020. Шатуны балансировал не только по общему весу, но и по весу сторон. Идеально конечно не получилось, потому, что для того чтобы стороны шатунов со стороны поршней весили одинаково, пришлось бы пилить самые легкие по общему весу шатуны. В итоге разброс по сторонам не более 3 грамм. Общий вес приведен к значению 1010 грамм.
Шатуны и поршня Д-245 устанавливаем
Установка шатунно-поршневой группы Д-245
Проверить соответствие размерной группы комплекта поршней и размерной группы гильз цилиндров
Поршни одного комплекта на дизеле должны быть одной размерной группы, соответствующей размерной группе гильз цилиндров
Диаметр юбки поршня 110-0,05-0,07 мм
Диаметр гильзы цилиндра 110 +0,06+0,04 мм
Зазор между поршнем и гильзой 0,09…0,13 мм
Размерная группа «С«
Диаметр юбки поршня 110-0,07-0,09 мм
Диаметр гильзы цилиндра 110 +0,04+0,02 мм
Зазор между поршнем и гильзой 0,09…0,13 мм
Размерная группа «М«
Диаметр юбки поршня 110-0,09-0,11 мм
Диаметр гильзы цилиндра 110 +0,02 мм
Зазор между поршнем и гильзой 0,09…0,13 мм
Разность массы поршней одного комплекта не должна превышать 10 г.
Разность массы шатунов в сборе с поршнями не должна превышать 30 г.
Проверить соответствие размерной группы шатунных вкладышей ремонтному или номинальному размеру шатунных шеек. Размерные группы поршней и гильз цилиндров приведены в таблице.
Перед установкой в гильзы поршней в сборе с шатунами и поршневыми кольцами следует протереть чистой салфеткой и продуть сжатым воздухом зеркало гильз цилиндров, наружную поверхность поршней, рабочую поверхность вкладышей шатунных подшипников и шейки коленчатого вала.
Некруглость и допуск профиля продольного сечения отверстия втулки верхней головки шатуна — 0005 мм.
При запрессовке втулки должно быть обеспечено ее симметричное расположение относительно средней плоскости шатуна.
После растачивания поверхность отверстия втулки верхней головки не должна иметь рисок и задиров, шероховатость обработанной поверхности должна быть Rа≤0,63 мкм
На верхней поверхности втулки допускается одна спиральная или радиальная риска шириной не более 0,1 мм.
На поверхности шатунного болта трещины и риски не допускаются. Резьба болта должна быть чистой, без забоин и заусенцев.









На поверхности поршневого пальца не должно быть рисок, забоин и трещин.
Разность массы пальцев, устанавливаемых на один дизель, не должна превышать 10 г.
Не смазанный маслом палец должен легко от усилия руки проворачиваться в шатуне, не иметь поперечного качания и не выпадать из шатуна под действием собственной массы.
Радиальный зазор (просвет) между поршневым кольцом и контрольным калибром для верхнего компрессионного кольца не должен превышать 0,02 мм не более чем на 10 % поверхности и не ближе 20° от замка; а для маслосъемных колец — овальность должна быть в пределах 0,15. 0,65 мм
Зазор в стыке колец должен быть в переделах 0,3. 0,6 мм, причем подгонка этого зазора не допускается.
Предел прочности колец при изгибе кольца — не менее 441 Нм.
Сборку шатуна с поршнем и пальцем рекомендуется производить с помощью специальной оправки, показанной на рисунке 3.
На каждый поршень устанавливаются верхнее компрессионное кольцо, покрытое по наружной поверхности хромом, два (или одно) компрессионных конусных кольца и одно маслосъемное кольцо коробчатого типа с пружинным расширителем.
Компрессионные конусные кольца на торцовой поверхности у замка имеют маркировку верх, которая при установке колец должна быть обращена к днищу поршня
Стык расширителя маслосъемного кольца не должен совпадать с замком кольца.
Маслосъемные поршневые кольца устанавливаются меткой (выдавкой), нанесенной на поверхности кольца в 7. 20 мм от замка, к днищу поршня.
При вращении поршня, находящегося в горизонтальном положении, поршневые кольца должны свободно, без заеданий, перемещаться в его канавках и утопать в них под действием собственной массы.
Замки поршневых колец надо располагать на равном расстоянии по окружности.
Зеркало гильз цилиндров, поршни с поршневыми кольцами, шатунные шейки коленчатого вала и вкладыши шатунных шеек нужно смазать моторным маслом.
Замки рядом стоящих поршневых колец должны быть расположены под углом 180°.
Для установки поршней в гильзу блока надо использовать оправки И 806.01.200 и И 804.01.200.
Момент затяжки гаек шатунных болтов должен быть в пределах 180. 200 Нм.
Осевой люфт нижних головок шатунов на шатунных шейках допускается не более 1 мм при любом положении коленчатого вала. У нового дизеля осевой люфт находится в пределах 0,15. 0,4 мм.
Момент проворачивания коленчатого вала после затяжки всех гаек шатунных болтов не должен превышать 60 Нм.
В ВМТ плоскость днища каждого поршня должна выступать над верхней плоскостью блока цилиндров на 0,3..0,55 мм.
Зазор между головкой поршня и гильзой на расстоянии 3 мм от верхней плоскости блока должен быть не менее 0,2 мм.