
Об истории модели
«Д-245» – разработка начала 80-х годов ХХ века конструкторского бюро Минского моторного завода. При создании данного мотора специалисты опирались на богатый опыт производства и эксплуатации двигателей «Д-240», для самой массовой в истории модели колёсного трактора – «МТЗ-80». В серийное производство мотор «Д-245» поступил в 1984-м году. В этот знаменательный для ММЗ год с его конвейера сошёл трёх миллионный дизельный двигатель.

Трактор «Беларус МТЗ-102».
С приватизацией московского Завода имени Лихачёва и началом производства на нём грузовиков нового формата – «ЗИЛ-5301 «Бычок», именно тракторный «Д-245» был выбран в качестве двигателя для этой модели. В течение 1992-1993 годов на ММЗ была разработана первая автомобильная версия простого, надёжного, выносливого и недорогого «Д-245». Первая автомобильная модификация «Д-245.1» была предназначена именно для поставок на АМО «ЗИЛ».
В последующие 90-е годы в конструкцию данной версии вносились различные изменения и доработки, с учётом опыта эксплуатации, и выпускались новые авто-модификации для грузовиков и автобусов: «Д-245.9», «Д-245.12», «Д-245.20»

«ЗИЛ-5301 «Бычок».
В 1999 году был запущен в серийное производство тракторный дизель «Д-245.16», специально для тракторов-трелёвочников «Онежец» Петрозаводского ОТЗ. В 2000 году – освоили серийный выпуск тракторного двигателя «Д-245.2». В 2001-м году администрация УП «ММЗ» получила на автомобильные версии «Д-245» сертификаты соответствия стандартам «Евро-2» (правилам ЕЭК ООН 24-03, 85, 49-02В). В том же году договор на поставку двигателей «Д-245» был заключён с Днепропетровским Южным машиностроительным заводом. А на престижном Московском автосалоне в августе 2001 года были представлены моторы «Д-245.11 Е2» и «Д-245.30 Е2» для грузовиков и автобусов.
На параде победы 2005 года, посвященном 60-летию победы в Великой Отечественной войне, по Красной площади прошли стилизованные под военное время автомобили. Все они были изготовлены на Лихачёвском автозаводе и укомплектованы силовыми агрегатами «Д-245.9».

В том же 2005-м году первые опытные образцы двигателей «Д-245», отвечающих экологическим стандартам уже «Евро-3», были поставлены «ГАЗ»у, «ЗИЛ»у, «МАЗ»у.
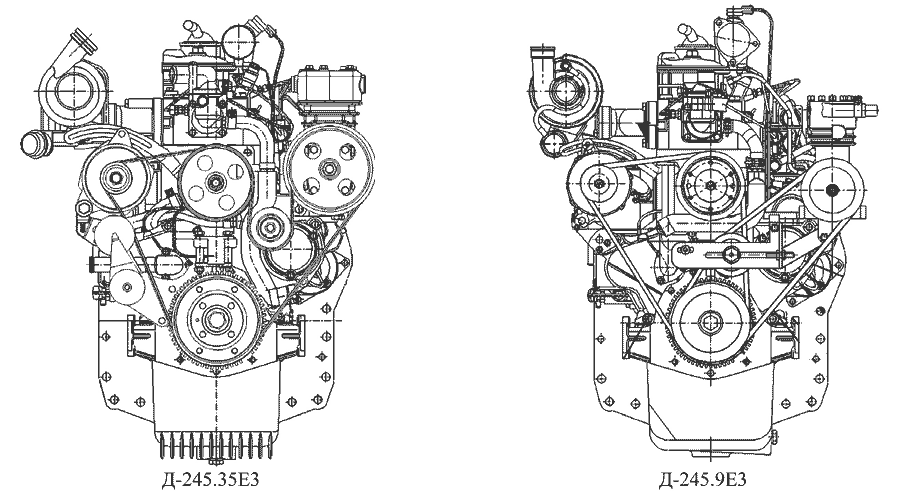
Год 2008-й был отмечен началом производства автомобильных дизельных «Д-245», соответствующих современным нормам «Евро-4». Осенью 2008-го были первые двигатели «Д-245.9Е4» после стендовых испытаний были отправлены на «ПАЗ» и «ГАЗ». Международная сертификация четырёх модификаций «Д-245» на соответствие стандартам «Евро-4» прошла в 2011-м году, а с января 2012-го года началось их массовое производство.
В октябре 2013-го года двигатель «Д-245.7Е4», предназначенный для комплектования нового среднетоннажного грузовика Горьковского автозавода «Газон Некст», получил сертификат на соответствие Правилам ЕЭК ООН №№ 24, 49 и 85. В 2014-м году опытные образцы двигателя «Д-245.9Е5» актуального экологического стандарта «Евро-5» были изготовлены для Павловского автобусного завода.
В 2016 двигатель «Д-245.35Е5» экологического стандарта «Евро-5» выдержал соответствующую сертификацию, результаты которой признаются во всех европейских странах, присоединившихся к Женевскому соглашению.
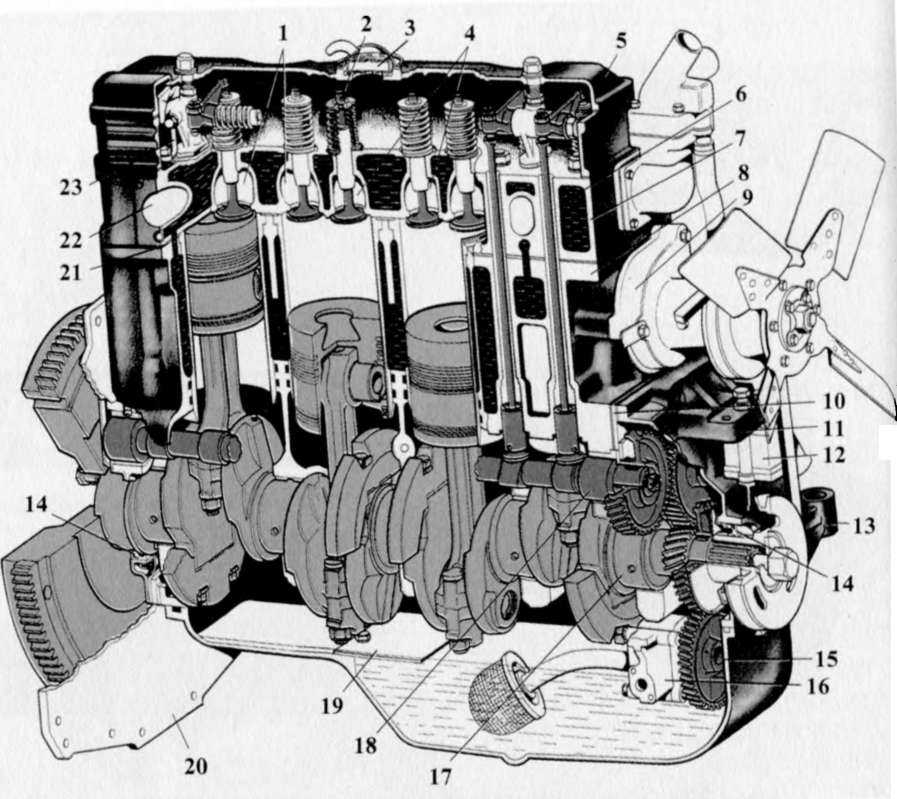
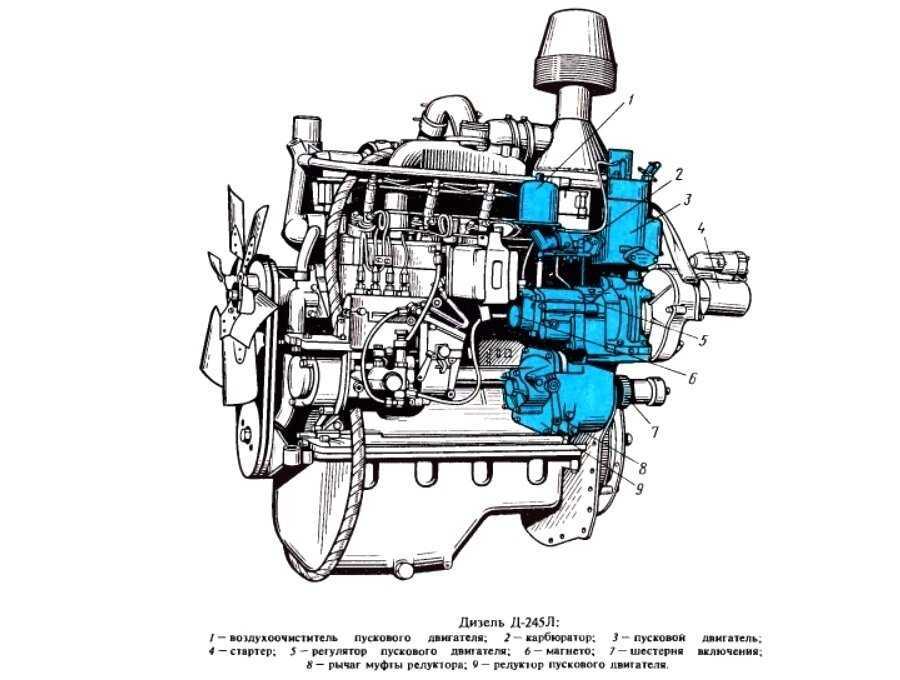
Устройство дизельного двигателя «Д-245»
Основные сборочные единицы, системы, узлы и детали дизеля «Д-245» таковы:
- корпус (блок цилиндров и подвеска);
- газораспределительный механизм (головка цилиндров, клапаны и толкатели клапанов, крышка головки цилиндров, выпускной тракт (коллектор), распределительный механизм);
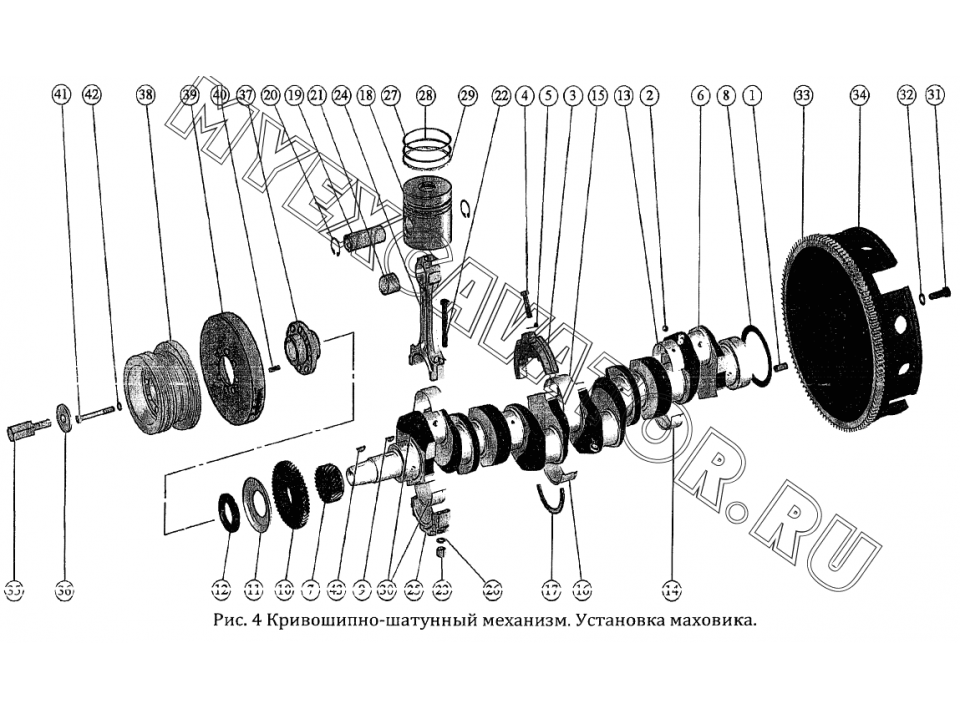
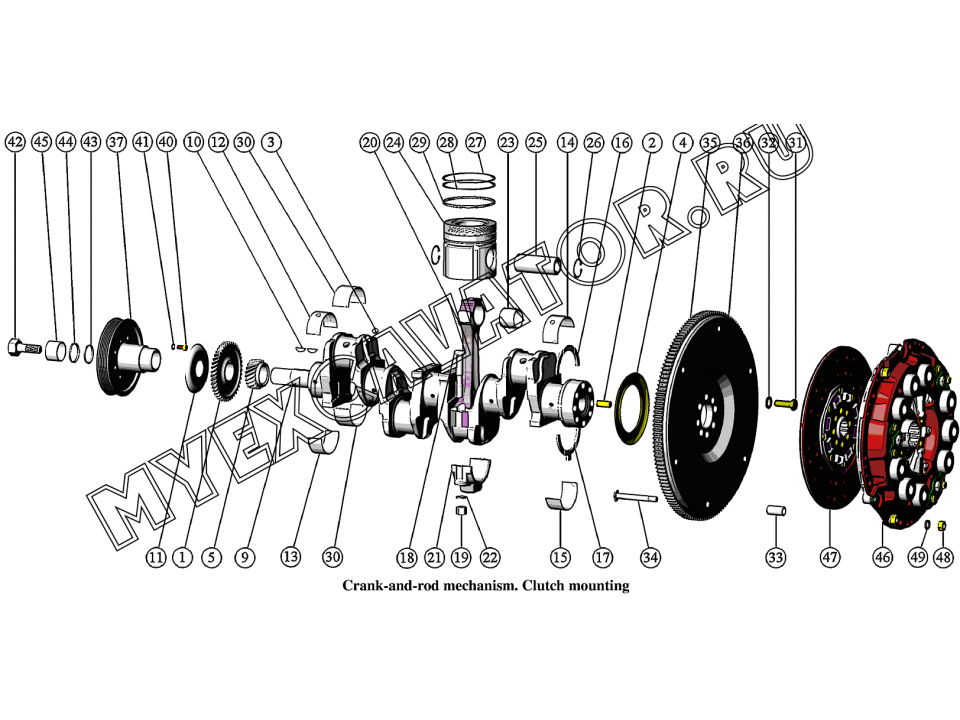
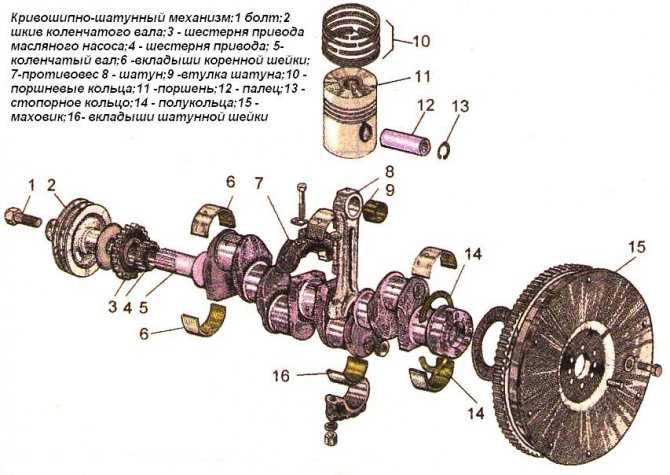
- кривошипно-шатунный механизм (поршни, шатуны, коленчатый вал и маховик»;
- система смазки (сапун, масляный картер, приёмник маслонасоса и сам масляный насос, фильтр масляный с жидкостно-масляным теплообменником, маслопроводы турбокомпрессора);
- система питания (топливные трубопроводы и топливная аппаратура, фильтры тонкой и грубой очистки, воздухоочиститель и воздухоотводящий тракт);
- система охлаждения (насос, термостат, вентилятор).
Для гарантии бесперебойного запуска мотора при низких температурах на улице в головке дизеля смонтированы свечи накаливания, плюс имеющийся на данных двигателях жидкостно-масляный теплообменник обеспечивает быстрое достижение оптимальной температуры масла в системе смазки, с поддержанием её на нужном уровне во время работы.
Зазоры клапанов Д-245, регулировка двигателя
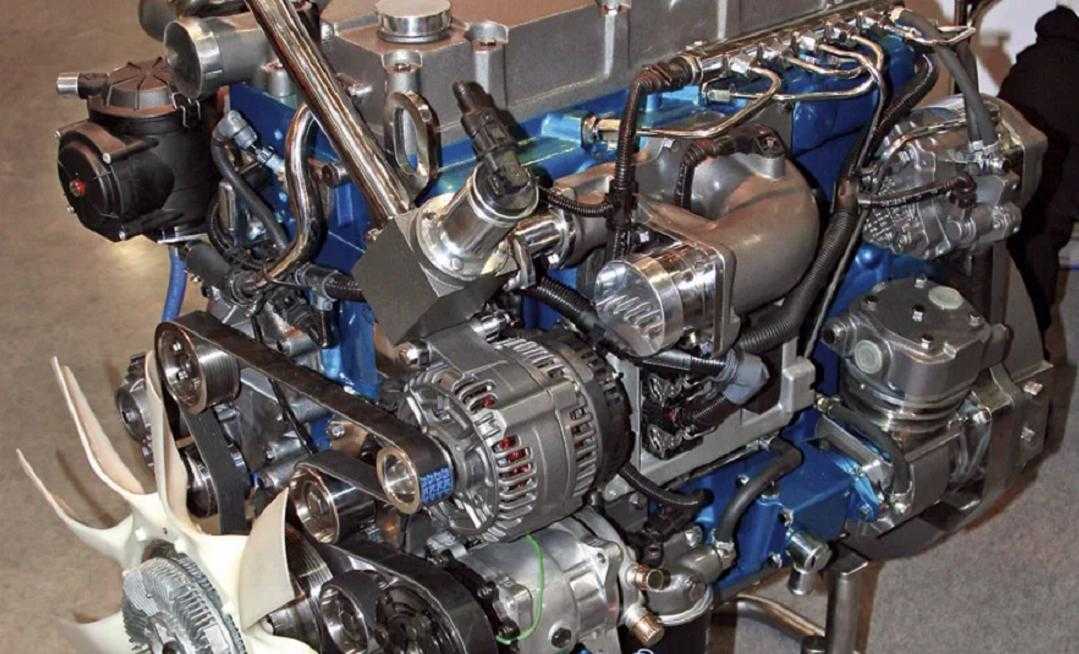
Двигатели модели Д-245 – это 4-тактные силовые установки, оборудованные 4 цилиндрами, которые размещаются вертикально в ряд. Мотор оборудуется системой непосредственного впрыска, что обеспечивает повышенный уровень сгорания топлива, а соответственно и более высокий КПД. Однако для корректной работы силовой установки требуется своевременная регулировка клапанов двигателя Д-245.
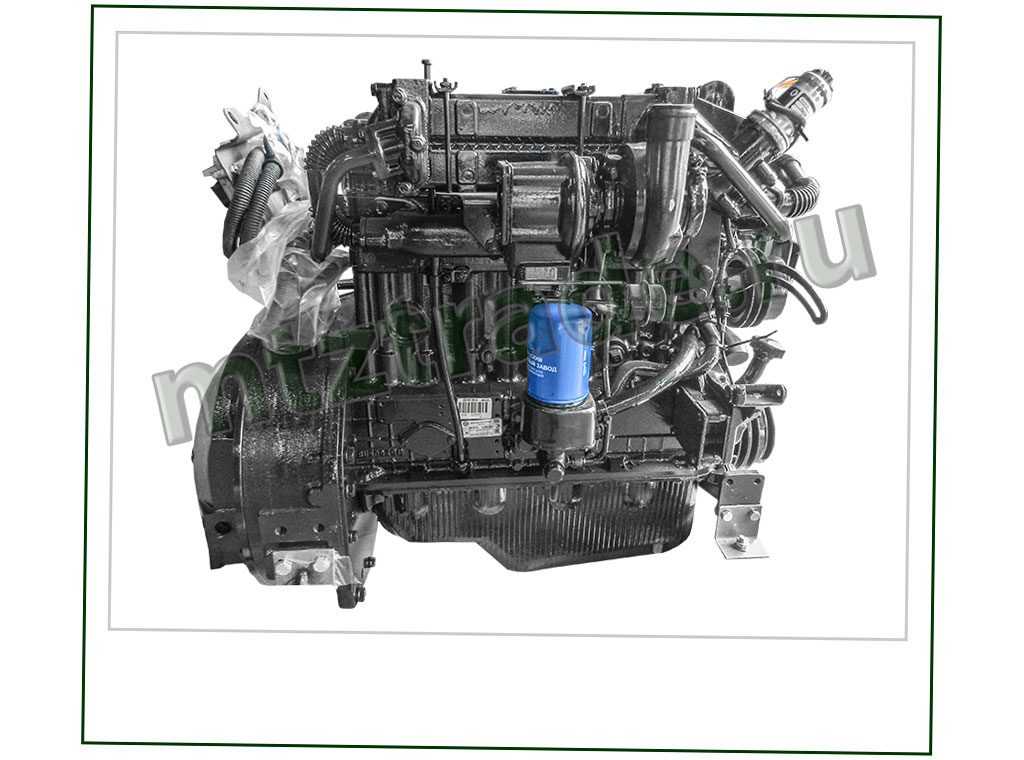
Двигатель Д-245
С целью обеспечения лучшего уровня приемистости применяется турбинный компрессор с возможностью корректировки потока воздуха. Благодаря этому обеспечиваются повышенный уровень крутящего момента даже при минимальном количестве оборотов коленвала. При этом подобный двигатель с турбиной выводит отработанные газы, которые соответствуют европейским стандартам Евро 3. Но вся серия подобных моторов предназначена для использования только в условиях температуры окружающей среды, находящейся в пределах -45 – +45 градусов. Главным местом использования этих агрегатов является их установка в дорожную, строительную, а также колесную технику.
Для корректной работы двигателя требуется регулировка клапанов
Регулировка затяжки головки блока цилиндров
Порядок затяжки болтов ГБЦ определяет последовательность и силу, с которой проводится закручивание в резьбовых соединениях болтов маховика
Важно помнить, что момент затяжки ГБЦ должен находиться в пределах 190-210 Нм. При этом гайки шпилек и болты требуется затягивать до отказа
Процесс регулировки выполняется следующим образом:
- Сначала нужно провернуть коленвал посредством коренных подшипников, а также шатунов пока не перекроются клапаны первого цилиндра. В этот момент впускной в первом цилиндре только открывается, а вот выпускной закрывается. После этого выполняется регулировка зазоров в 4, 6, 7 и 8 клапанах (отсчет ведется со стороны вентилятора).
- После этого проворачивается коленвал на 1 оборот так, чтобы перекрылся 4 цилиндр. В этот момент проводится регулировка 1, 2, 3, а также 5 клапанов.
По завершении этого процесса по указанной схеме требуется поставить в первоначальное положение ось коромысел, после чего провести регулировку зазоров клапанов Д-245, присутствующих между ними и коромыслами.
Регулировка клапанов Д-245
Отдельно стоит рассмотреть порядок регулировки клапанов Д-245. До того, как приступать к этому процессу рекомендуется изучить особенности этого узла. Так, распредвал имеет сразу 5 опор, а в движение приводится за счет коленвала, а также шестерней распределения. Специальные 5 втулок применяются в виде подшипников, установленных методом прессовки. При этом фронтальная сделана из алюминия и находится в области вентилятора и оборудована упорным буртом, который отвечает за фиксацию распредвала и предотвращает его осевые сдвиги. Все остальные втулки выполнены из чугуна.
Регулировка происходит по особому принципу
С целью корректной регулировки клапанов требуется принимать во внимание, что для создания штанг толкателей применяется стальной прут. У него имеется сферическая часть, входящая непосредственно в толкатель
Сам процесс регулировки происходит следующим образом:
Сначала требуется открутить все гайки, которые фиксируют стойки осей, после чего их самих вместе с пружинами и коромыслами необходимо снять.
Дальше проводится отвинчивание крепления головки с последующим её демонтажем. Сами клапаны рассухариваются, когда проводится удаление пружин, шайбы, различных уплотнителей, а также тарелки.
Теперь выполняется притирка клапанов, используя для этого специальные станки либо же стенды. Для этого сначала на фаску запчастей наносят притирочную пасту и дополнительно добавляют стеариновую кислоту.
Процесс регулировки клапанов (он же притирка) выполняется до того момента, пока не появится сплошная матовая окантовка. При этом её ширина должна составлять не меньше 0,015 см





Важно не допускать разрыва поясков, а любые отклонения по ширине допускаются в пределах 0,5 мм.
По завершении регулировки следует промыть головку цилиндра и сами клапаны. Дальше рабочие элементы смазываются маслом для силовой установки. Процесс притирки возможно провести вручную за счет применения обычных слесарных инструментов. Но в этом случае время, а также трудозатраты на эту операцию существенно повысятся.
Двигатель Д-245 представляет собой дизельную силовую установку, часто применяемую в различной строительной, дорожной либо иной подобной технике.
Для корректной работы при длительной эксплуатации требуется выполнять регулировку клапанов и затяжки ГБЦ.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Укладка коленчатого вала дизеля Д-245
Перед сборкой каждый коленчатый вал должен быть проверен на магнитном или ультразвуковом дефектоскопе на отсутствие микро и макротрещин; а также на соответствие подобранного комплекта вкладышей коренных подшипников размеру коренных шеек
Механические повреждения (риски, вмятины, забоины и др.) на шейках коленчатого вала и вкладышах коренных подшипников не допускаются.
Коренные шейки, вкладыши и гнезда подшипников надо протереть салфеткой и продуть сжатым воздухом.
Крышки коренных подшипников должны плотно входить в гнезда блока.
Перестановка и перевертывание крышек коренных подшипников не допускаются.
Раскомплектовка вкладышей коренных подшипников не допускается.
Вкладыши должны быть установлены в соответствующие гнезда блока цилиндров.
Коренные шейки и вкладыши перед укладкой коленчатого вала надо смазать моторным маслом.
Упорные полукольца, устанавливаемые на стенки постели пятой коренной опоры и крышки подшипника, должны быть подобраны так, чтобы продольный люфт коленчатого вала после затяжки болтов коренных подшипников составлял 0,14…0,37 мм.
Сухари клапанного механизма должны выступать над плоскостью шайбы на 0,5…2,0 мм;
В комплект на один дизель надо подбирать поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г.
Коренные и шатунные шейки и вкладыши подшипников коленчатого вала изготовляются двух номинальных размеров.
Номинальные размеры шеек коленчатого вала
| Обозначение | Диаметр шейки вала, мм | |
| Коренной | шатунной | |
| 1Н | 75,25-0,083 | 68,25-0,077 |
| 2Н | 75,00-0,083 | 68,00-0,077 |
Номинальные размеры вкладышей подшипников коленчатого вала
| Обозначение | Внутренний диаметр вкладыша, мм | |
| Коренной шейки | Шатунной шейки | |
| БН1 | 75,25-0,033 | 68,25+0,025 |
| БН2 | 75,00-0,033 | 68,00+0,025 |
Коленчатые валы, шатунные и коренные шейки которых изготовлены по размеру второго номинала, имеют на первой щеке дополнительное обозначение:
2К — коренные шейки второго номинала;
2Ш — шатунные шейки второго номинала;
2КШ — шатунные и коренные шейки второго номинала.
Ремонтные размеры шеек коленчатого вала
| Обозначение | Диаметр шейки вала, мм | |
| Коренной | шатунной | |
| Д1 | 74,75-0,083 | 67,75-0,077 |
| Р1 | 74,50-0,083 | 67,50-0,077 |
| Д2 | 74,25-0,083 | 67,25-0,077 |
| Р2 | 74,00-0,083 | 67,00-0,077 |
| Д3 | 73,75-0,083 | 66,75-0,077 |
| Р3 | 73,50-0,083 | 66,50-0,077 |
| Д4 | 73,25-0,083 | 66,25-0,077 |
| Р4 | 73,00-0,083 | 66,00-0,077 |
При проверке затяжки болтов крепления крышек коренных подшипников на доворачивание величина крутящего момента не должна превышать 240 Нм.
Момент затяжки болтов крепления коренных подшипников должен быть 200…220 Нм.
При этом коленчатый вал должен плавно, без заеданий, проворачиваться моментом не более 3 Нм.
Метки: выбор прокладки гбц
Комментарии 40
Можно и обычную главное протягивать вовремя по пробегу а то никакая ходить не будет…поставил через 1000км протянул динамиком, потом толи через 25 тыс толи через 45 тыс следующая протяжка.
Себе поставил металопаранитовую затягивал 220Нм усилием поделив на 6 заходов, через 1000км делал протяжку большинство болтов если тянулись то немного, а вот 9 протянулся больше чем на пол оборота более чем уверен что если не протянул бы то из под него и дриснуло бы
Да не за что . Под металлическую трехслойную нужны идеально ровные поверхности, тоже об этом заморачивался когда собирал двигатель. Если что пиши, чем могу подскажу …






Основные характеристики двигателя
Модель четырёхтактного движка Д-245 устанавливается на такие марки как отечественный «Валдай» и имеет систему жидкостного охлаждения. При этом она оснащена газотурбинным наддувом. Дизель обладает рабочим объёмом цилиндра в 4, 75 литров и мощностью в 77 киловатт.
Применяют его в качестве силового агрегата также для колёсных тракторов или дорожно-строительной техники.
Ремонт двигателя «Валдая» займёт меньше времени и усилий, если вовремя обратиться в сервис. При демонтаже дизеля необходимо обеспечивать целостность всех сопряжённых с ним деталей, узлов, запчастей. Специалисты «Агрегата» выполнят эту работу на высшем уровне с использованием профессионального оборудования и инструментов.
Данная конструкция – это улучшенная версия старой модели, она считается более мощной и надёжной. Однако весит она более 600 килограмм, что уже является поводом посетить тех-центр при необходимости починки.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
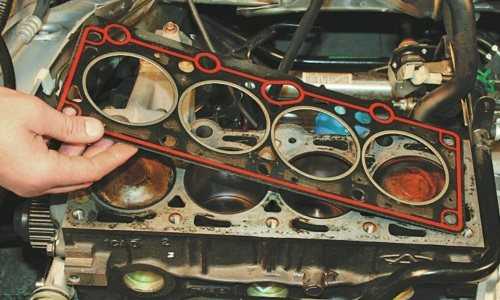
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Проверка затяжки головки блока цилиндров и регулировка клапанов Д-245Е3
Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через каждые 40 тыс. км пробега на прогретом дизеле в следующем порядке:
— снимите колпак и крышку головки цилиндров;
— снимите ось коромысел с коромыслами и стойками;
— динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 1, и, при необходимости, произведите подтяжку.
Момент затяжки -220±10 Нм.
После проверки затяжки болтов крепления головки цилиндров установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Рисунок 1 — Схема последовательности затяжки болтов крепления головки цилиндров
Проверка зазора между клапанами и коромыслами
Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. км пробега, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов.
Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле (температура воды и масла не более 60°С) должен быть:
1) впускные клапаны — 0,25 мм;
2) выпускные клапаны — 0,45 мм.
При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте:
впускные клапаны — 0,25 мм;
выпускные клапаны — 0,45 мм.
Рисунок 2 — Регулировка зазора в клапанах.
Регулировку производите в следующей последовательности:
— снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;
— проверните коленчатый вал до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана в соответствии с рисунком 2 и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана.
После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.