Как притереть в домашних условиях правильно
Притирка клапанов осуществляется несколькими методами. В домашних условиях можно использовать фрезу, однако если её нет, то можно прибегнуть и к ручному способу.
Инструменты для проведения притирочных работ
Используют приспособления двух групп:
- Инструменты, зажимающие и фиксирующие клапан на стержне. На одной стороне размещается ручка, вращением которой достигается желаемый результат;
Инструменты для притирки клапанов можно приобрести либо изготовить своими руками
-
Так называемые присоски. Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.
Присоски для притирки клапанов имеют различные размеры и для каждой марки автомобиля подбираются индивидуально
Если специального инструментария нет, то можно воспользоваться обычной дрелью или шуруповёртом.
Помимо перечисленных выше приборов, могут понадобиться следующие материалы:
- алмазная либо абразивная паста;
- слабая пружина, которую можно сжать вручную;
- керосин.
Притирочная паста

Притирочная паста для проведения работ должна быть как минимум двух разновидностей
Абразивный материал — одна из главных составляющих, используемых в процедуре притирки клапанов. Приобрести его можно в специализированных автомобильных магазинах.
Перед работой желательно приобрести два тюбика пасты — крупнозернистую и мелкозернистую. Если купить такие составы нет возможности, его можно приготовить самостоятельно из стружки с наждачного камня или бумаги и солидола либо похожего вещества. Готовая паста должна по структуре напоминать сметану.
Шарошка

Шарошка, используемая для восстановления сёдел клапанов, не всегда необходима при притирке, однако запастись ей не помешает
Сёдла клапанов восстанавливаются при помощи этого инструмента. Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Поскольку на ВАЗ 2106 и ВАЗ 2109 величины и формы сёдел различаются, то подбирается определённый инструментарий. Чтобы сократить время обработки клапана, можно воспользоваться дрелью. С этой целью шарошку крепят в патроне и удаляют верхний слой металла. Выработку прекращают после того, как появится ровный и блестящий круг.
Подготовка к шлифовке

Для самостоятельной шлифовки нам понадобятся в первую очередь набор щупов, лекальная металлическая линейка, с её помощью будем определять насколько сильно изогнута ГБЦ и степень её неровности. Это скорей метод на глаз, так как только визуально можно понять, где и сколько стоит шлифовать.
Помимо такой неровности могут быть еще трещины и подобные дефекты. Это говорит о том, что двигатель хорошо перегревался и детонировал. Чтоб определить такие трещины стоит покрасить ГБЦ медленно сохнущей краской и через несколько минут стереть. Там где краска останется и будет трещина. Краску желательно использовать ярких цветов. К сожалению, увидеть можно будет только большие трещины, а вот микротрещины только с помощью специальных приборов.
В любом случае, какой бы не была изогнута ГБЦ, первым делом перед началом шлифовки нужно проверить как на большие, так и на микро трещины.
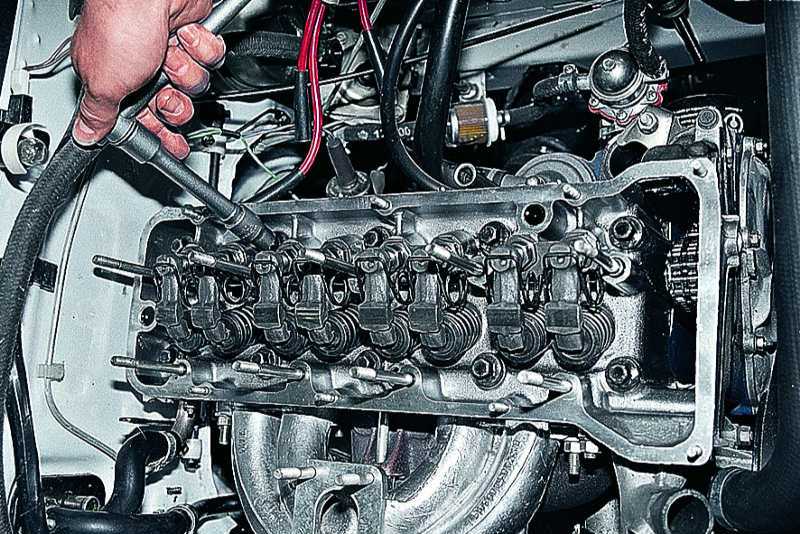
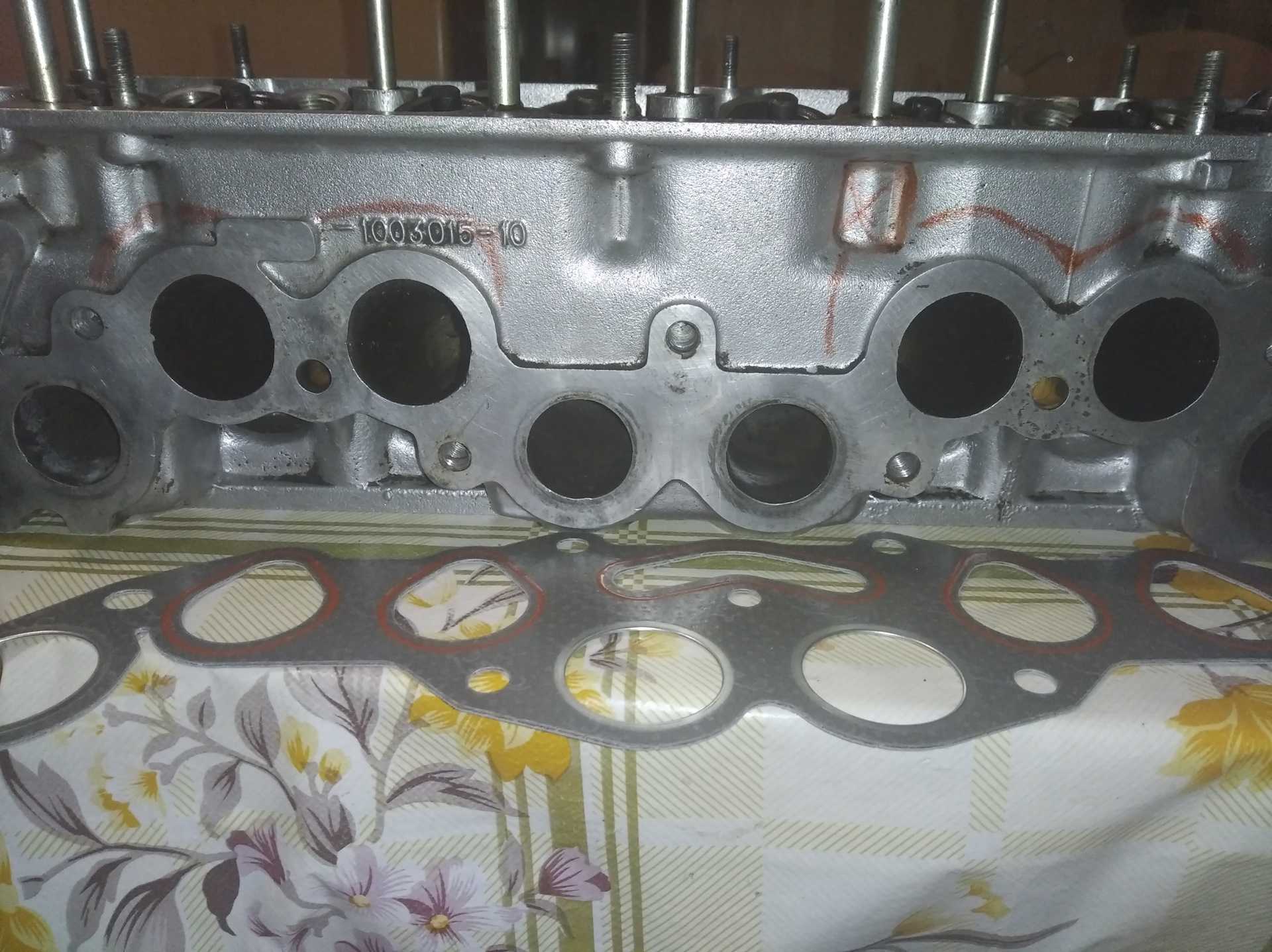
Головка блока цилиндров ВАЗ 2107
Двигатель «семерки» имеет рабочий объем в 1500 см 3 , что обеспечивает автомобилю хорошие технические характеристики. Интенсивная и длительная эксплуатация автомобиля ВАЗ 2107 приводит к износу цилиндропоршневой группы и газораспределительного механизма. Средний и капитальный ремонт подразумевает снятие неисправной головки и демонтажа многих деталей с блока цилиндров. Потребуется также замена многих частей, среди которых прокладка, маслосъемные колпачки и направляющие клапанов.
Для проведения ремонтных работ на двигателе ВАЗ 2107 понадобятся следующие инструменты и принадлежности:
- Микрометр для выполнения измерений и дефектации деталей.
- Оправки для демонтажа и установки новых направляющих клапанов и маслоотражательных колпачков.
- Динамометрический ключ.
- Плитка с закрытой спиралью.
- Приспособление для сжатия пружин клапанов.
Ремонтным работам на ГБЦ предшествует снятие ее с блока цилиндров, очистка от загрязнений и последующая замена неисправных элементов.
Демонтаж узла и подготовка к ремонту
Выполнение работ такого рода требует достаточно высокой квалификации и специального оборудования. Снятие ГБЦ осуществляется в такой последовательности:
- Автомобиль устанавливается в гаражном боксе, отключается аккумулятор.
- С двигателя демонтируются следующие элементы: корпус воздушного фильтра, карбюратор и крышка головки.
- Верхняя звездочка привода ГРМ откручивается от распредвала и снимается.
- При помощи головки и мощного воротка выворачиваются болты крепления головки.
- После этого узел аккуратно снимается с блока цилиндров.
- На поверхности остается прокладка точнее ее остатки, их необходимо удалить при этом используется неметаллический инструмент, чтобы избежать повреждений.
На двигателях ВАЗ 2107 применяются прокладки, изготовленные из огнестойкого состава. После демонтажа головки в процессе ремонта с блока цилиндров необходимо перенести ее на верстак для осмотра и ремонта. Начинать необходимо с тщательного осмотра и проверки всех узлов для выявления деталей со значительными отклонениями от номинальных значений. Для всех таких деталей понадобится замена запасными частями.
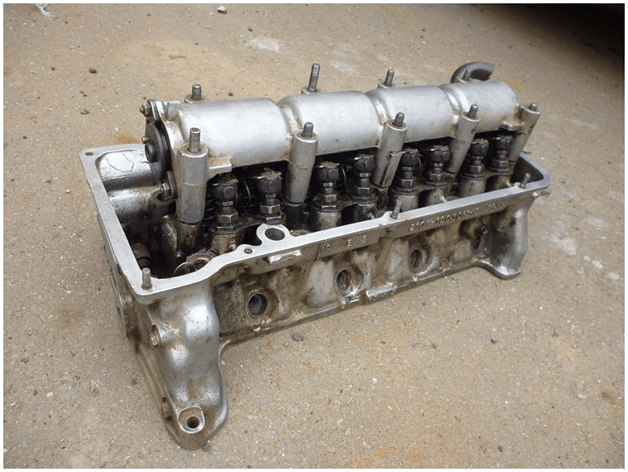
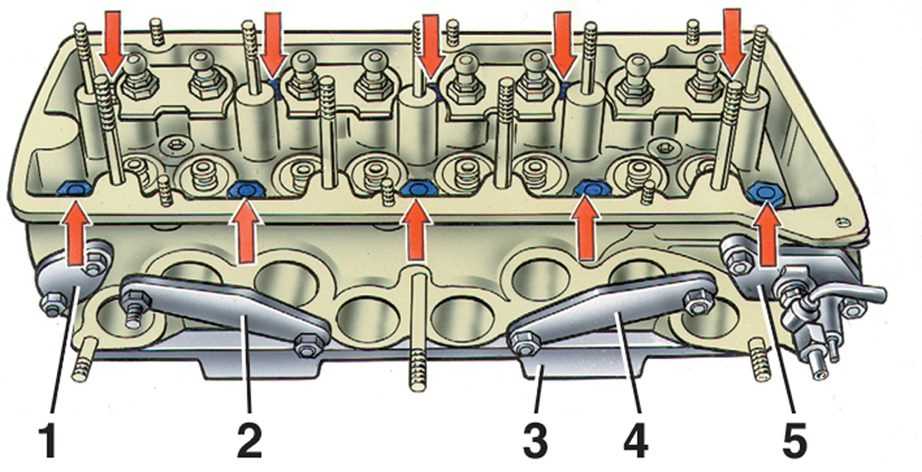
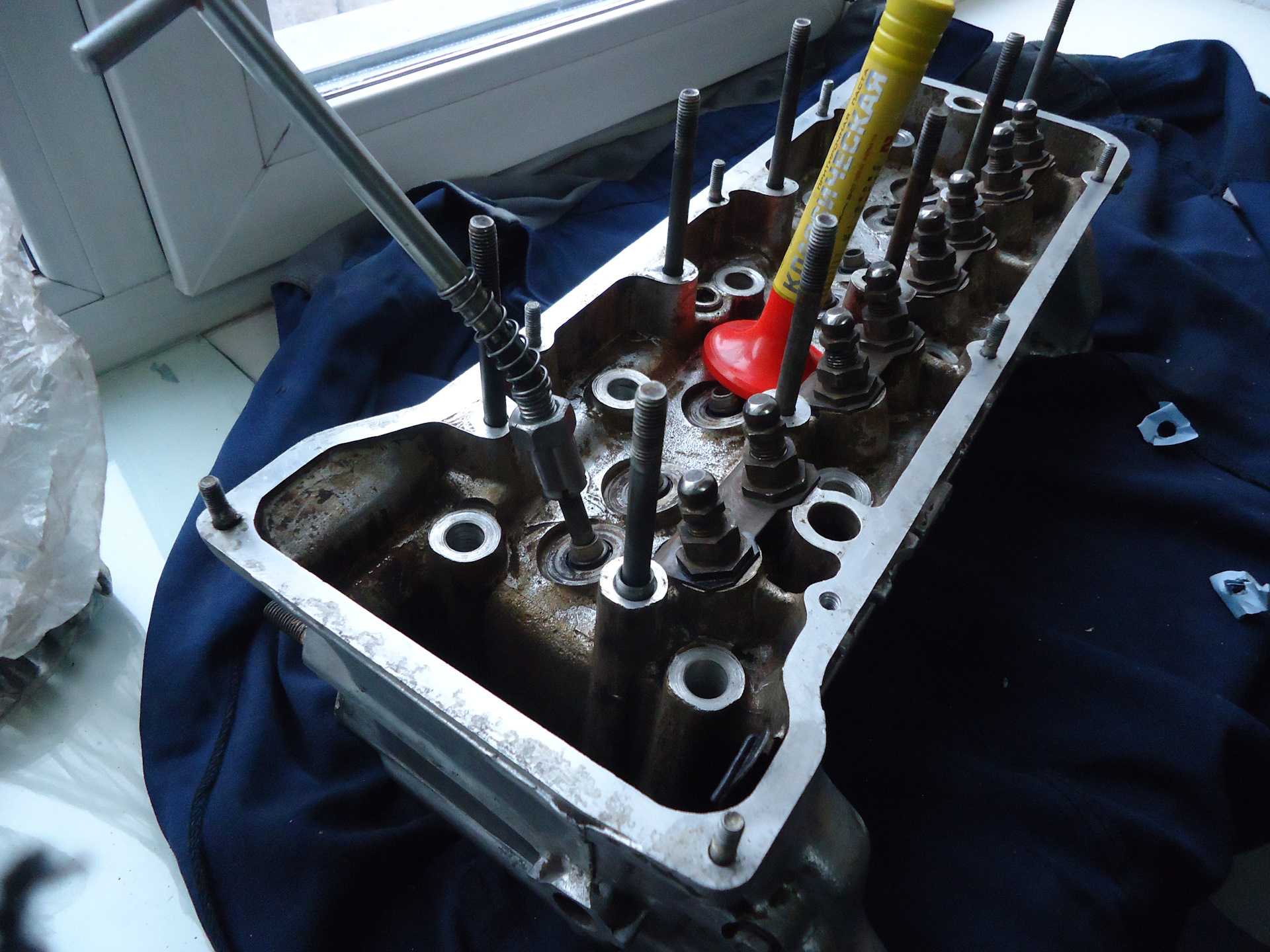
Головка блока ВАЗ 2107 устанавливается на деревянной подставке на рабочем столе. Она играет роль приспособления фиксирующего клапана при их разборке. Дефектные детали снимаются, и производится их замена, подлежат обновлению также все уплотнительные прокладки. На данном этапе подготовку к ремонту подготовку можно считать завершенной.








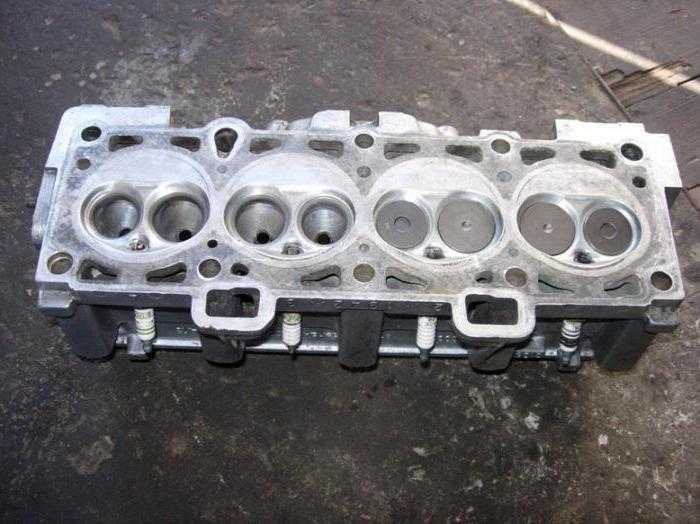
Головка блока – восстановление рабочих параметров
ГБЦ автомобиля ВАЗ 2107 изготовлена из алюминия, что позволило упростить обработку деталей и уменьшить общую массу силового агрегата. Головка для ремонта снимается с блока цилиндров и размещается на рабочем столе. При помощи с нее демонтируется коленчатый вал в корпусе с подшипниками скольжения.
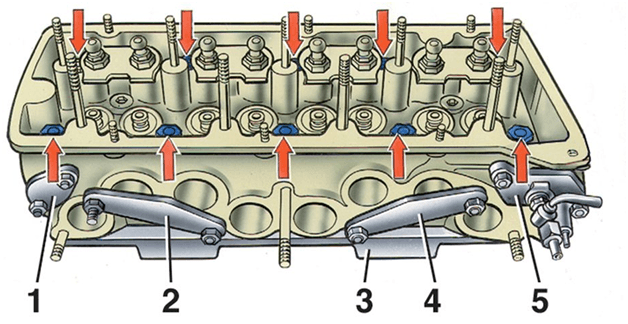
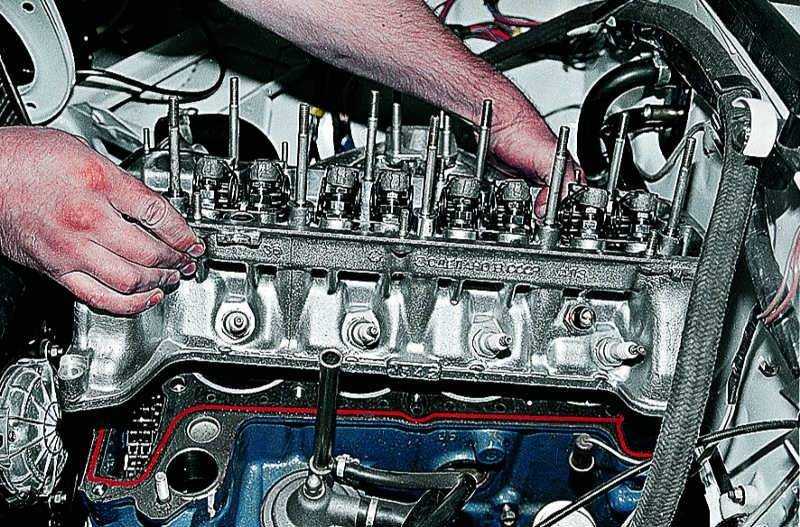
Следующим этапом восстановительных работ на узлах двигателя ВАЗ 2107 проводится снятие клапанов и замена направляющих втулок. Для этого используется приспособления для сжатия пружин и пинцет для вынимания сухарей. Клапана вынимаются из гнезд, и проводится измерения диаметра стебля при помощи микрометра. При значительных отклонениях от номинала они меняются вместе и направляющими. С привалочной поверхности удаляются остатки старой прокладки при помощи скребка из мягкого материала. Следует помнить, что алюминий достаточно мягкий и головка может быть легко повреждена.
Сборка ГБЦ начинается с установки новых направляющих и сборки клапанных механизмов. Затем производится установка новой прокладки на поверхность блока цилиндров. На нее устанавливается собранная и проверенная головка, которая крепится при помощи болтов. Затяжка производится динамометрическим ключом в установленном порядке. Последним этапом осуществляется замена уплотнительной прокладки крышки клапанной коробки.
Притираем клапаны в домашних условиях
Чтобы провести работу быстро и получить качественный результат, необходимо соблюдать такую последовательность действий:
- Разобранная ГБЦ устанавливается на верстак и надёжно закрепляется.
- Нужный клапан размещается на своём месте, а в инструменте фиксируется его стержень.
- На контактную зону клапана со своим седлом наносится слой притирочной пасты.
- Затем клапан размещается таким образом, чтобы полностью отсутствовали просветы.
- Делаются круговые движения по часовой стрелке и против.
- Спустя некоторое время клапан переворачивается, новым слоем наносится абразивная паста и возобновляется вращение.
- Процесс притирки продолжается до тех пор, пока на седле клапана и его тарелке не образуется матовая однородная полоска толщиной 1,5–2,0 миллиметра.
Видео: притирка клапанов вручную без инструментов
Метод сам по себе довольно утомительный. Зато позволяет полностью контролировать процесс притирки и отслеживать получаемый результат.
Берём в руки шуруповёрт
Ещё часто рекомендуют дрель, но у её патрона значительно выше обороты вращения, что не лучшим образом может сказаться на итоговом результате. Так что если всё же останавливаться на дрели, то брать нужно инструмент с возможностью регулировки оборотов и функцией реверса. Притирать клапаны в данном случае можно либо через камеры сгорания, либо просто сверху.
Притирка клапанов со стороны камеры сгорания
Работа выполняется в такой последовательности:
- Первым делом изготовливаются из металла небольшие сплошные шайбы диаметром чуть меньше, чем у клапанных тарелок. По центру этих шайб прорезаются отверстия, как для плоской отвёртки.
- Используя расплавленный битум (или его аналоги), шайбы с прорезями прикрепляются на тарелки клапанов.
- ГБЦ переворачивается камерами сгорания вверх, ставится на своё место необходимый клапан и на притираемый участок наносится слой пасты.
- В патрон дрели крепится стержень с окончанием, как у плоской отвёртки.
- Плоское окончание стержня вставляется в разрез шайбы и на малых оборотах дрели начинается притирка клапана.
- В каждую сторону клапан проворачивается около десяти раз. Надо также помнить, что при изменении направления вращения следует заново наносить абразивную пасту.
- После процедуры на клапан цепляется его пружина.
- Снять шайбу с клапана можно путём его нагрева.
- Оставшийся битум удаляется растворителем, бензином или схожими средствами.
Замена прокладки впускного коллектора ВАЗ-2114 инжектор: видео
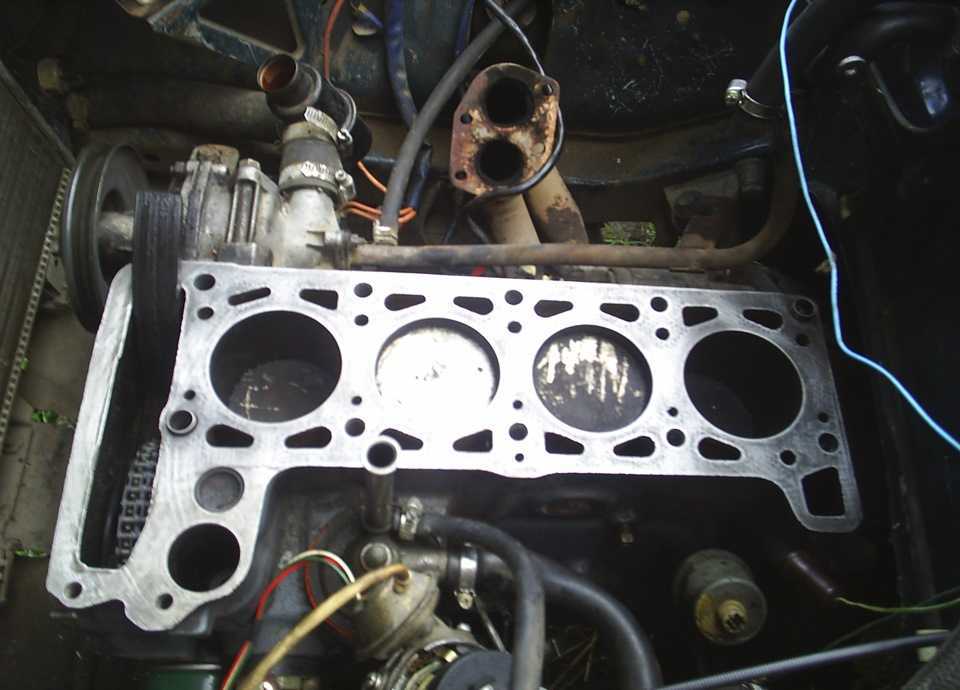
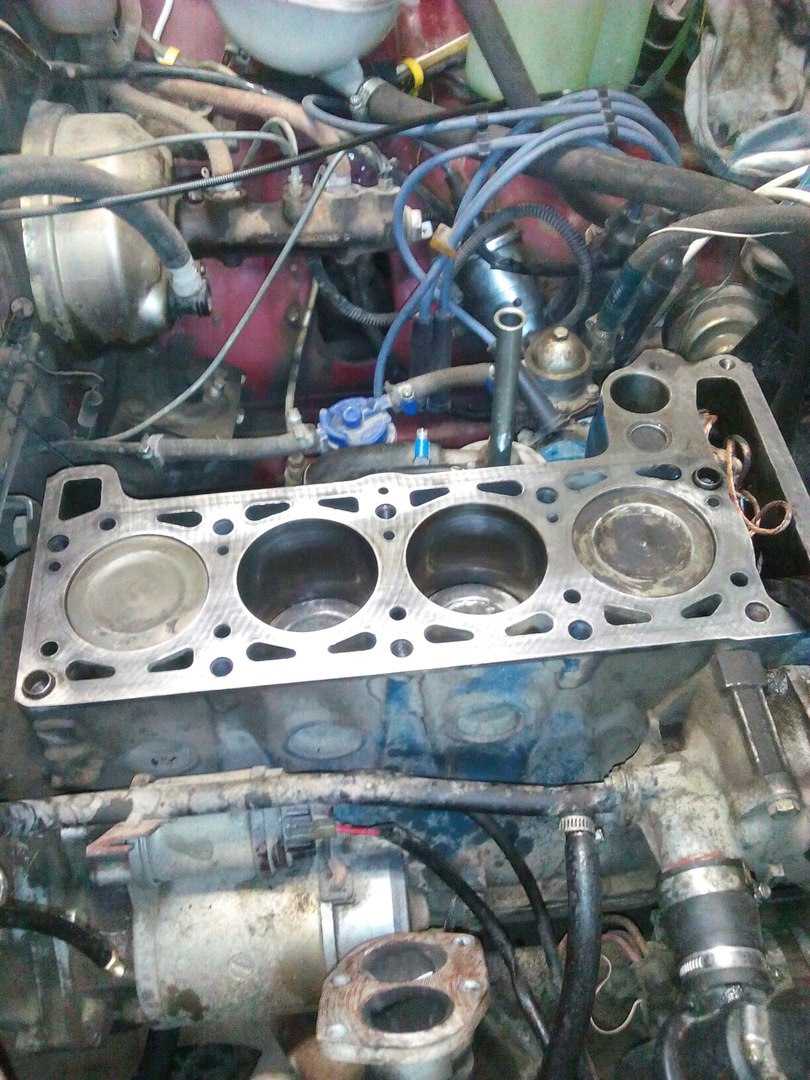
Замена прокладки головки блока цилиндров
Замена прокладки впускного коллектора на автомобиле ВАЗ-2114, так как и замена прокладки выпускного коллектора, весьма сложная процедура и требует определенных знаний и опыта. Конечно, придётся сделать колоссальный объём работы и потратить весьма много времени, но это позволит сэкономить 4-5 тыс. рублей на замене в автосервисе.
ниже расскажет о замене ресивера и коллектора. В процессе замены меняют и прокладку впускного коллектора:
материал расскажет, как правильно заменить прокладку впускного коллектора, а также поведает о некоторых тонкостях и нюансах процесса.
Процесс замены прокладки
Схема конструкции впускного и выпускного коллекторов
Поскольку прокладка расположена на шпильках коллектора, то для её замены придется узел демонтировать полностью. Конечно, эта операция займет много времени и сил.
Перед тем, как автолюбитель перейдёт непосредственно к процессу выполнения замены, необходимо собрать инструментарий, который понадобится. Итак, инструменты, без которых замену произвести невозможно: трещотка и головки на 17, 19; отвертки с плоским и крестообразным наконечниками; набор ключей и непосредственно сама прокладка.
Инструментарий собран, теперь можно перейти непосредственно к выполнению всевозможных операций. Прежде чем снять коллектор необходимо сбрызнуть болты жидкостью WD-40, которая снимет коррозию и позволит без особых проблем снять деталь.
Пошаговая инструкция по замене прокладки впускного коллектора (с фото)
Рассмотрим, пошаговую инструкцию по замене прокладки:
- Снимаем «клемму-минус» с аккумуляторной батареи.
- Демонтируем трос газа.
- Проводим демонтаж топливных трубок. Точнее, их необходимо отсоединить и отвести в сторону. Снимаем топливные трубки указанные на фото
- Отключаем разъем датчика положения дроссельной заслонки.
- Отключаем разъем проводов регулятора холостого хода.
- Открутить патрубки вентиляции картерных газов, усилителя тормозов. Откручиваем патрубки указанные на фото
- Проводим демонтаж ресивера.
- Снимаем провода блока управления впрыском (форсунками).
- Демонтируем топливную рампу без демонтажа форсунок.
- Снимаем термоэкран с коллектора.
- Отсоединяем приемную трубу. Вот такого качества гайки ставят на заводе Демонтируем приемную трубу
- Снимаем выпускной коллектор. Выкручиваем крепежные гайки и снимаем выпускной коллектор Снятие выпускного коллектора
- Открутив гайки крепления, демонтируем впускной коллектор. Снимаем впускной коллектор
- Проводим замену прокладки. Проводим замену прокладки
- Сборку проводим в обратном порядке.
Как видно, замену прокладки впускного и выпускного коллектора проходят одновременно и по-большому счету – это является одним прокладочным материалом.
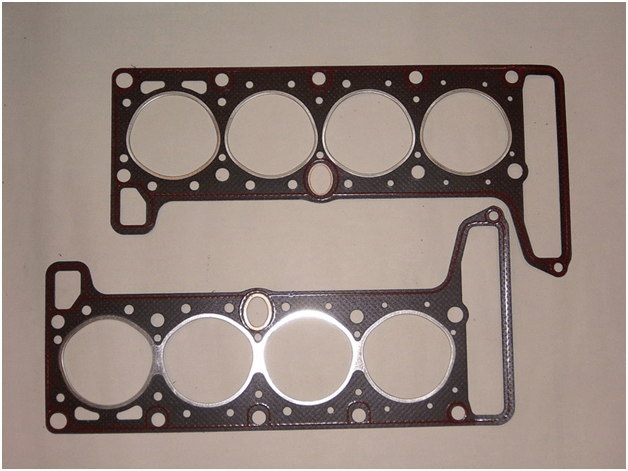
Выбор детали
21083-1008081 – оригинальный каталожный номер прокладки для впускного и выпускного коллектора. Она состоит с двух частей или на более новых моделях с одной. Производится данная деталь на заводе АвтоВАЗ. Средняя стоимость составляет 250 рублей за штуку (если их две) или 450 рублей (за цельную).
Цельная прокладка коллекторов Прокладка, которая состоит из двух частей Вместе цельная прокладка и та, которая состоит из двух частей
Кроме того, что существует оригинальная деталь, также можно найти ряд аналогов, которые рекомендованы к установке. Рассмотрим, какие именно прокладки можно установить под коллекторы ВАЗ-2114:
- Trialli GZ 102 0013 – известный российский производитель, который выпускает широкий ряд аналоговых деталей для автомобилей отечественного производства. Стоимость прокладки составляет 200 рублей шт.
- AJUSA 13065200 – еще один отечественный производитель, который завоевал потребителей качеством исполнения продукции. Стоимость изделия составляет 450 рублей.
- Украинская также производит и совершает поставки данной прокладки. Но, если разобраться, то качество изделия оставляет желать лучшего, поскольку ресурс рассчитан только на 20 000 км.
Причины неисправности
После того как рассмотрели процесс замены и выбора детали необходимо рассмотреть основные причины выхода из строя запасной части:
Износ
В процессе эксплуатации, автомобиля выделяет горячие газы, которые разрушают поверхность прокладки, вследствие чего она может порваться или расслоиться. Поскольку прокладка одна на впускной и выпускной коллектор, бензин, поступающий через первый канал, может попадать на прокладку, что также влияет на целостность и структуру материала, с которого она изготовлена.
Качество детали, не всегда высокая, даже оригинальной, поэтому при выборе на это стоит обратить особое внимание. Согнутые клапана вследствие нарушения фаз газораспределения, не грозит 8-ми клапаннику
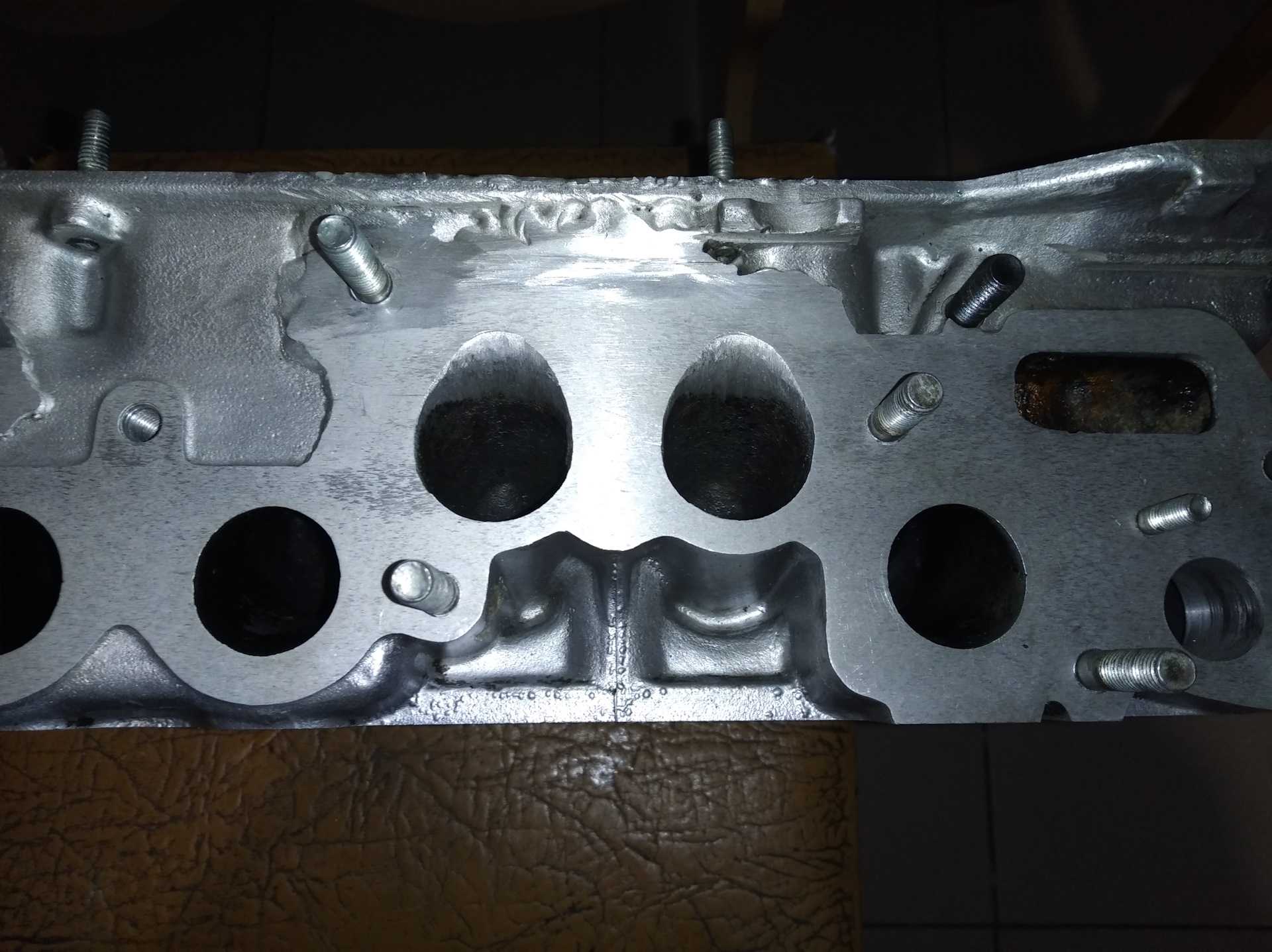
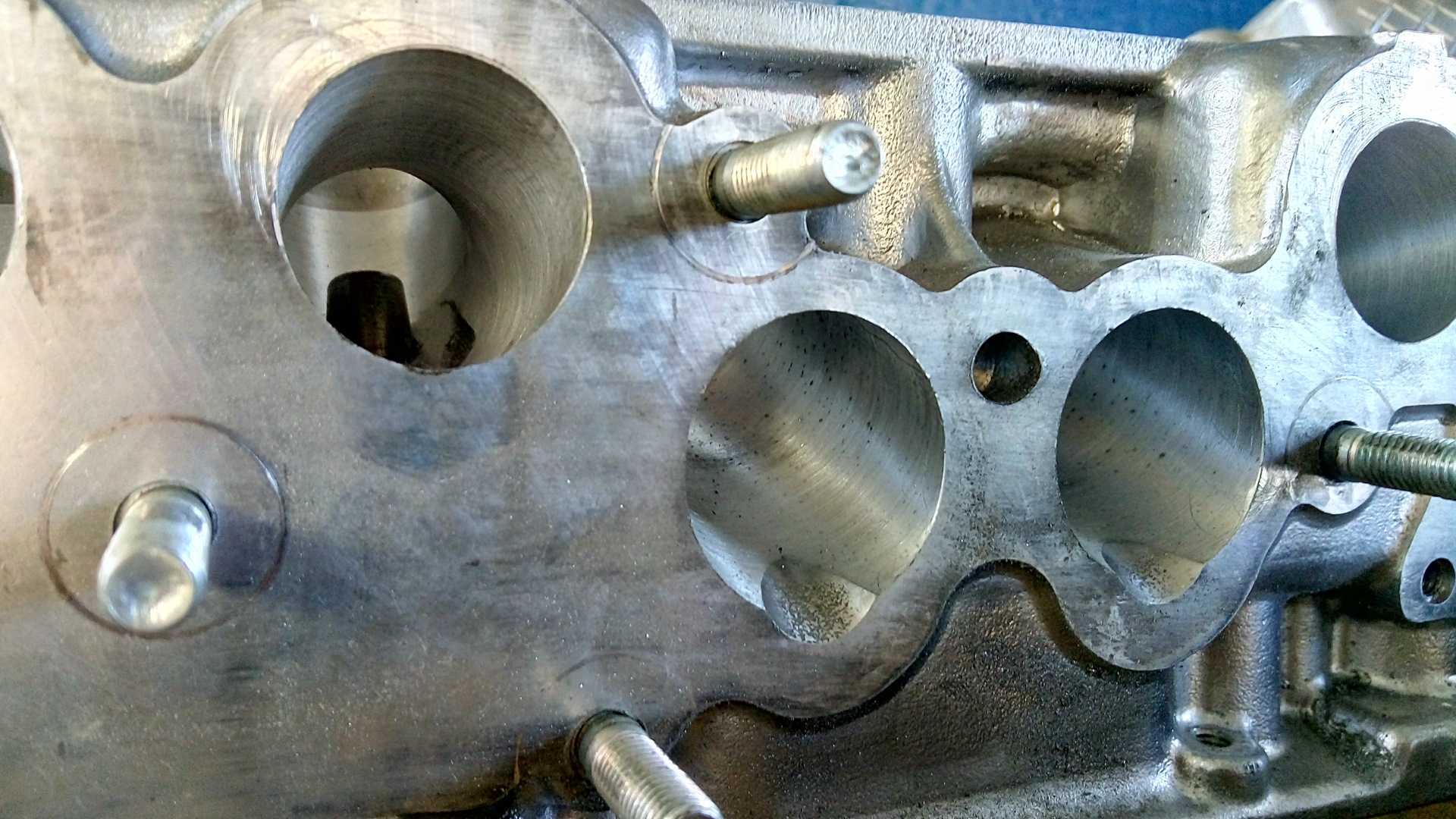
Замена седел клапанов
При прогаре седел и их разрушении, а также если сильно утоплены в
тело головки («просажены») или подвергались неоднократной зенковке требуется их
замена. Замена седел производится на фрезерном станке. Дефектное седло растачивается фрезой и удаляется из гнезда. Затем головку, согласно технологии, помещают в термопечь и нагревают до 120-150 градусов. Заготовки седел в виде колец помещают в жидкий азот для снижения их температуры до минус 40 град. Щипцами укладывают охлажденные кольца будущих седел в гнезда и легким постукиванием запрессовывают в тело головки. Дальнейшие операции по обработке фасок седел выполняются на специальном фрезерном станке или вручную набором фрез.




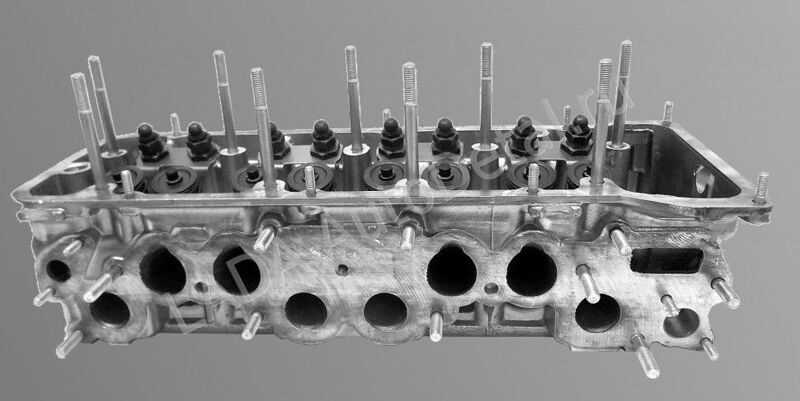




Замена направляющих клапана
Критическая выработка направляющих втулок наступает при пробеге 150-200 тысяч км. Ремонт ГБЦ по замене втулок можно сделать и своими руками. Для их замены вам предстоит рассухарить все клапаны. Затем с помощью оправки для выбивания втулок следует удалить их из корпуса головки.
Немного сложнее будет установить новые втулки на место. Для правильной и лёгкой установки следует использовать температурный дисбаланс — головку блока нагреть (это расширяет металл, а значит, и посадочное место втулки), а новые втулки охладить до отрицательной температуры. Корпус головки в нужном месте следует нагревать до 100 градусов.
Сделать это можно с помощью электроплитки, разместив на ней ГБЦ так, чтобы место проведения работ находилось в зоне максимального прогрева. Смазав машинным маслом новые втулки (охлаждённые в морозильной камере обычного холодильника), вбиваем их в посадочные гнёзда. При соблюдении рекомендаций по температурной подготовке, описанных выше, втулки войдут легко, как «по маслу».
После остывания металла втулки необходимо развернуть до диаметра, позволяющего клапану ходить без заеданий и перекосов. При этом работу надо выполнить так, чтобы шток клапана не болтался. Для выполнения этой процедуры необходим специальный инструмент — развёртка. Особенность заключается в том, что работать им необходимо только с одной стороны, проворачивая развёртку до конца. Большой ошибкой является расточка направляющей втулки с двух сторон — всё закончится тем, что вам заново предстоит менять втулку.
Запомните, что ремонт ГБЦ — это сложный процесс, малейшая неточность которого может закончиться потраченными нервами и средствами. Как правило, оплошность даёт о себе знать уже после сборки и запуска двигателя. Не всегда это происходит сразу, но обязательно в первую тысячу пробега.
Очистка и осмотр клапанов
После проведенных манипуляций извлеченные из втулки клапаны очищают от нагара и осматривают на предмет повреждений.
В зависимости от степени повреждения, деталь необходимо:
- заменить на новую;
- очистить и притереть.
Также необходимо проверить седло клапана. Если прогары и раковины на нем слишком серьезные, чтобы убрать притиркой, седло придется обработать с помощью специального инструмента, который называют шарошкой или борфрезой. Шарошка представляет собой насадку для обработки различных поверхностей, в том числе и металлических. Она крепится на дрель и устраняет механичнские повреждения.
В процессе главное — не увлечься и не снять слишком большой слой металла. Также не следует интенсивно давить на дрель, это приводит лишь к перегреву и затруднению самой обработки. Перед работой головку шарошки рекомендуется смазывать специальным смазочным составом, чтобы снизить интенсивность износа.
Приобретение нового набора клапанов необходимо при полном уничтожении детали (иногда такое случается) или деформации стержня. Теоретически погнутый стержень можно выпрямить, но затраченные время и усилия того не стоят.
Выбирая клапаны, следует убедиться в том, что они идентичны
Особенно важно, чтобы детали имели одинаковую высоту. Поверхность не должна иметь царапин, сколов и любых других повреждений
Перед установкой всю деталь, за исключением фаски (ее следует притереть), желательно отполировать.
После притирки клапанов необходимо произвести сборку конструкции. Все манипуляции производятся в обратном порядке.
Этапы
Процедуры замены прокладки ГБЦ на ВАЗ 2106 состоит из следующих шагов:
- Обесточить автомобиль, отсоединив минусовую клемму от АКБ.
- Слить охлаждающую жидкость в приготовленную емкость.
- Демонтировать воздухофильтр, крышку клапанов, привод регулирования воздушной заслонки.
- На следующем этапе необходимо совместить установочные метки на распредвале и коленвале, чтобы не пришлось снова устанавливать фазы газораспределения при сборке.
- Далее нужно демонтировать карбюратор и распределитель зажигания с высоковольтными проводами.
- Открутив колпачковую гайку натяжителя, следует ослабить натяжение цепи ГРМ.
- Ослабив крепление шестеренки, необходимо ее демонтировать.
Снимаем звездочку распредвала
Цепь следует привязать проволокой, чтобы случайно не упала в мотор.
Необходимость замены
Оснований для замены немного и некоторые из них требуют немедленного вмешательства, а другие не очень, то есть, транспортное средство можно использовать, хотя и в щадящем режиме.
Причины замены:
- Повреждение прокладки в районе канала охлаждающей системы и дренажного канала смазывающей системы. Когда такое происходит, ОЖ оказывается в поддоне картера и смешивается со смазкой. Получается смесь с коричневатым оттенком. Обнаружить это можно вовремя проверке уровня смазки в силовом агрегате на щупе. Также об этой неисправности говорит, уменьшение уровня ОЖ в радиаторе. Если вовремя не вмешаться, то последствия могут быть катастрофическими вплоть до разрушения силового агрегата.
- Повреждение прокладки в районе канала охлаждающей системы и цилиндра. Это может произойти вследствие установки прокладки низкого качества или неправильно установленной головки.
-
Прогар в районе цилиндров. Обнаруживается и диагностируется эта неисправность снижением компрессии в цилиндрах, нестабильной работой мотора.
Прогар между цилиндрами
- Разрушение прокладки. Если через прокладку начала просачиваться ОЖ и все усилия по затяжке ГБЦ не приносят никакого результата, то необходима срочная замена.
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.

Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.





В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Подготовка к процессу
Первый шаг при выполнении работы – оценка состояния ГБЦ. Дефектовку привалочной поверхности проводят, установив блок на идеально ровную поверхность с помощью стальной линейки и набора щупов. Не имеющую дефектов, ровную по толщине линейку прикладывают ребром к нижней плоскости по диагоналям. Если между нею и поверхностью блока виден зазор, в него вставляют щуп.
Допустимыми и не влияющими на работу цилиндров признают зазоры до 0, 05 мм. Если величина зазора больше 0,1 мм, необходима шлифовка. При значительных зазорах блок цилиндров подлежит замене. Плоское шлифование применяют только в том случае, если высота головки после процесса будет не меньше 135,60 мм.
ВАЖНО. При наличии прогара прокладки деформация поверхности будет расположена именно в том месте или рядом с ним. После обнаружения деформации головки проводят осмотр цилиндров БЦ на предмет трещин
Деталь с крупными трещинами шлифовать не стоит, поскольку правильно работать она всё равно не будет
После обнаружения деформации головки проводят осмотр цилиндров БЦ на предмет трещин. Деталь с крупными трещинами шлифовать не стоит, поскольку правильно работать она всё равно не будет.

Если крупные дефекты не обнаружены, блок проверяют на наличие микротрещин. В условиях СТО это делают на специальном оборудовании. В гараже метод проверки – окраска блока с последующей очисткой через 5-6 минут. Краска после стирания с поверхности забивается в трещины, и они отчётливо видны. Но подобным способом можно выявить исключительно внешние микротрещины. Внутренние при этом остаются не замеченными. Перед процессом шлифовки микротрещины необходимо устранить.