Прежде чем приступать к разборке двигателя
подготовьте все необходимые для этого инструменты, материалы и вспомогательные приспособления. Набор для работы включает следующие позиции: • оправку для сжимания колец; • ключи, воротники, трещётки, головки и прочие представители стандартного ремонтного комплекта; • динамометрический ключ; • головку для откручивания переднего шкива КВ. Традиционно подходит головка на 36; • оправку для центровки диска сцепления; • набор шестигранных ключей; • оправку для обустройства маслосъемных колпачков; • рассухариватель клапанов; • ветошь. Для большего удобства и эффективности, постарайтесь раздобыть нутромер, а также микрометр. Дополнительно вам понадобится целый арсенал различной автохимии: • герметики. Среди владельцев ГАЗов пользуется большим уважением продукция компании ABRO. Для выполнения этой работы вам необходимо подготовить черный и красный или прозрачный герметики; • керамический герметик. С помощью данного средства выполняется обработка выхлопной системы; • шеллачный лак. К примеру, хорошо зарекомендовали себя товары фирмы Done Deal; • фиксатор резьбы. Используется деталь анаэробного типа. Рекомендации в отношении производителей тех или иных средств приведены в соответствии с отзывами большинства пользователей. В целом можете ориентироваться на свои предпочтения и, разумеется, доступный бюджет, но по возможности старайтесь использовать материалы максимально высокого качества – это позволит гораздо реже вспоминать о необходимости ремонта 406 двигателя вашего ГАЗа.
Теория
 замеры диаметра до микронов
замеры диаметра до микронов
Когда вы обратитесь в фирму делающие поршни под заказ, вас попросят точный размер пальца. Причем если фирма серьезная, то попросят или прислать живьем, или дать размер с точностью до тысячных. Если не серьезная, то попросят размер до одной сотки или вообще спросят, от какого производителя будет палец шатуна, и под него будут делать заказ. Но это не очень правильно. Не секрет, что понятие номинал, у всех фирм разное. У кого-то это абсолютный ноль и палец будет по диаметру до тысячных в нулях, а у кого-то предполагается «небольшой плюс или минус». Ну и конечно ни в коем случае не надо забывать про элементарное русское раздолбайство. Когда делаются пальцы шатунов, технология примерно следующая: делается заготовка, термообработка, финальная шлифовка. Никто не делает десять пальцев, это завод, поэтому делаются большие партии. У шлифовщиков и токарей ЧПУ, есть понятие, сделать партию «на одной заточке». Что это значит? И резец, и сверло и шлифовальный круг «садятся и тупятся». И размер первой детали из партии, и тысячной будет совсем не один и тот же. Вернемся к нашим баранам, то есть к пальцам шатунов. Три четверти партии, будут из одной группы, а когда шлифовальный круг «подсел», последняя четверть может попасть уже в другую размерную группу. Поэтому размеры пальцев на этапе проектирования, надо контролировать очень тщательно.
Измерительный инструмент для ремонта двигателя
 Смотрите это видео на YouTube
Смотрите это видео на YouTube
Communities › ГАЗ Волга › Blog › Какие брать запчасти для капиталки змз 406
Капиталю двигатель змз 406 Нужно шлифовать коленвал
Отсюда: 1) Вкладыши какого производителя покупать? Не суть важно? 2) Маслосъемные колпачки купил оригинальные LADA 21080-1007026-86 3) Прокладку ГБЦ какую лучше? Не суть важно? 4) Кольца планирую брать КОСТРОМА 5) Сальники коленвала какой производитель? Слышал, что часто всякая хрень попадается в продаже, которая текёт 6) Гидронатяжители цепи производитель не важно?. И последний вопрос по клапанам — по ним походу когда-то прилетало небольшими осколками, поршня целые-свежие
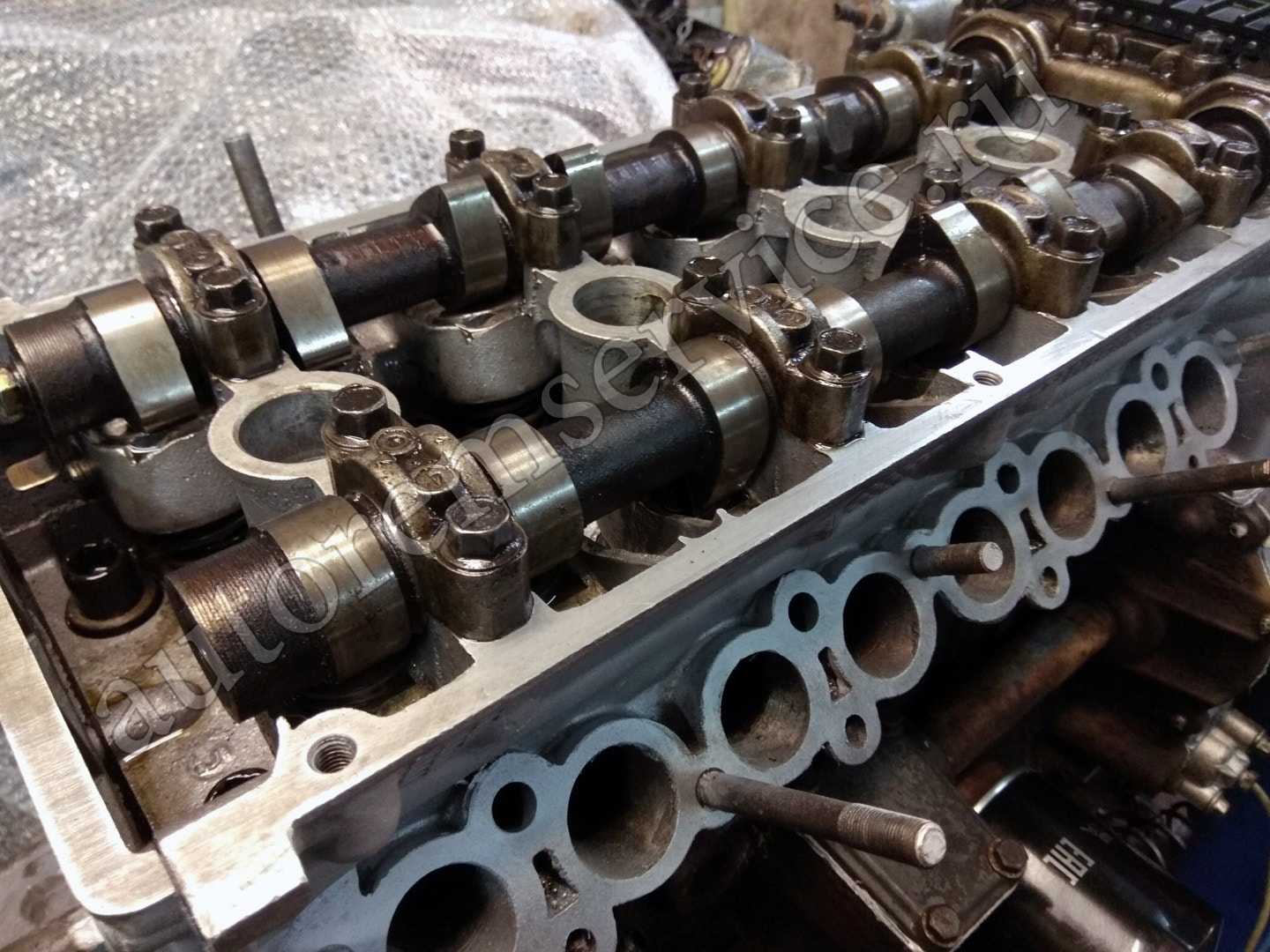
Нагар был жуткий, с этим можно что-то сделать или забить и так собрать? Вот фото:
И последний вопрос по клапанам — по ним походу когда-то прилетало небольшими осколками, поршня целые-свежие. Нагар был жуткий, с этим можно что-то сделать или забить и так собрать? Вот фото:
Comments 22
бошку вскрыл проточи кишки есть разница а так клапан аальники кортеко с надписами остальное все змз
Вот какие результаты показывает газ 3110 с змз 406, сегодня с братом прокатился в качестве пассажира)пробег чуть меньше 100 000
у меня все собиралось из запчастей змз только вот ровными и опытными руками, грм змз, кольца поршни и шатуны с пальцами( подобрать надо только хорошо ) вкладыши заводские змз, прокладка поддона евро -3, сальники змз, прокладка гбц простая, и все собранно и ходило до такой степени что машина сгнила на пополам сломалась, а мотору все живой, единственное я его обкатывал долго, ни грел ни когда, и сразу посадил на нормальные ГСМ, и все с мотором проблем не было а побежал он чуть больше 150 т.км после кап ремонта,
Скачивание книги
После успешного прохождения платежа (любым способом) и возврата в магазин KrutilVertel с сайта платежной системы Вы попадаете на страницу успешной оплаты:
Купленная Вами книга будет находиться в Вашем личном кабинете, откуда ее всегда можно будет скачать.
Обратите внимание, что после совершения оплаты, Вам необходимо вернуться обратно с сайта платежной системы на сайт KrutilVertel. В случае, если по каким либо причинам Вы не вернулись обратно на сайт и закрыли вкладку платежной системы с сообщением про успешное прохождение платежа, сообщите нам об этом — мы вышлем Вам письмо в котором будет указан доступ для скачивания книги
В случае, если по каким либо причинам Вы не вернулись обратно на сайт и закрыли вкладку платежной системы с сообщением про успешное прохождение платежа, сообщите нам об этом — мы вышлем Вам письмо в котором будет указан доступ для скачивания книги.
Рис. 1.62. Определение массы головок шатунов с помощью весов
При удалении материала масса головок шатуна не должна выходить из следующих пределов: поршневой (m1) – 211-217 г, кривошипной (m2) – 679-688 г (рис. 1.62).
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» (перед), расположенная на наружной стороне бобышки под палец и выступ А на кривошипной головке шатуна должны быть направлены в одну сторону (рис. 1.63).
Крышка шатуна должна быть установлена на шатун так, чтобы уступ Б на крышке шатуна и выступ А на кривошипной головке или выбитые на боковой поверхности крышки и кривошипной головки номера цилиндров или пазы под вкладыши располагались с одной стороны (рис. 1.63).
Проблемы при оплате банковскими картами
Иногда при оплате банковскими картами Visa / MasterCard могут возникать трудности. Самые распространенные из них:
- На карте стоит ограничение на оплату покупок в интернет
- Пластиковая карта не предназначена для совершения платежей в интернет.
- Пластиковая карта не активирована для совершения платежей в интернет.
- Недостаточно средств на пластиковой карте.
Для того что бы решить эти проблемы необходимо позвонить или написать в техническую поддержку банка в котором Вы обслуживаетесь. Специалисты банка помогут их решить и совершить оплату.
Вот, в принципе, и все. Весь процесс оплаты книги в формате PDF по ремонту автомобиля на нашем сайте занимает 1-2 минуты.
Капитальный ремонт ЗМЗ-406
Ремонт двигателя любого автомобиля – крайне ответственная и серьезная операция, требующая квалифицированного подхода. Наряду с этим, при наличии большого желания и соответствующих знаний, с проведением рассматриваемого мероприятия вполне можно справиться собственными силами. Ознакомившись с нижеизложенной информацией, вы получите полное представление о самостоятельном ремонте ЗМЗ- 406 двигателя для ГАЗа, включая подготовительный этап, разборку мотора и его обратную сборку. Представленные сведения позволят вам хорошенько сэкономить на услугах специализированных мастерских и быть полностью уверенным в качестве выполненной работы, ведь каждый ее этап будет контролироваться вами лично. Подготовка инструментов для ремонта 406 двигателя
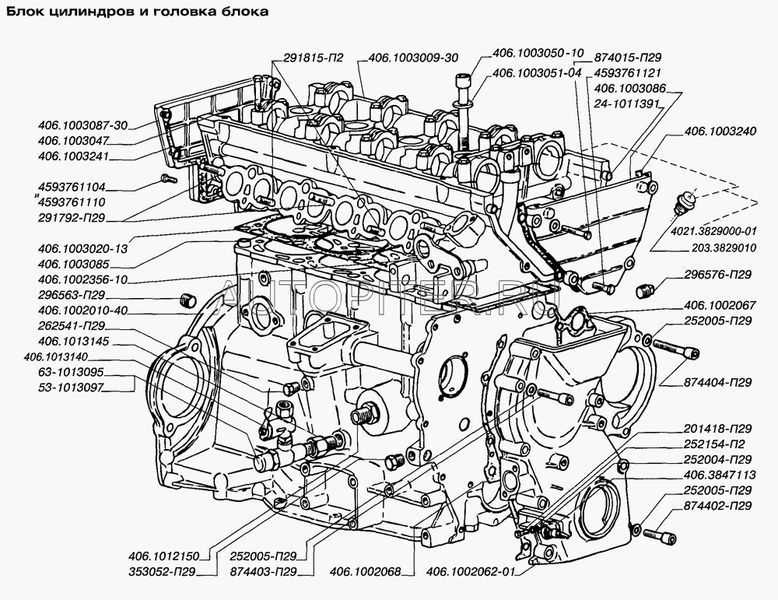
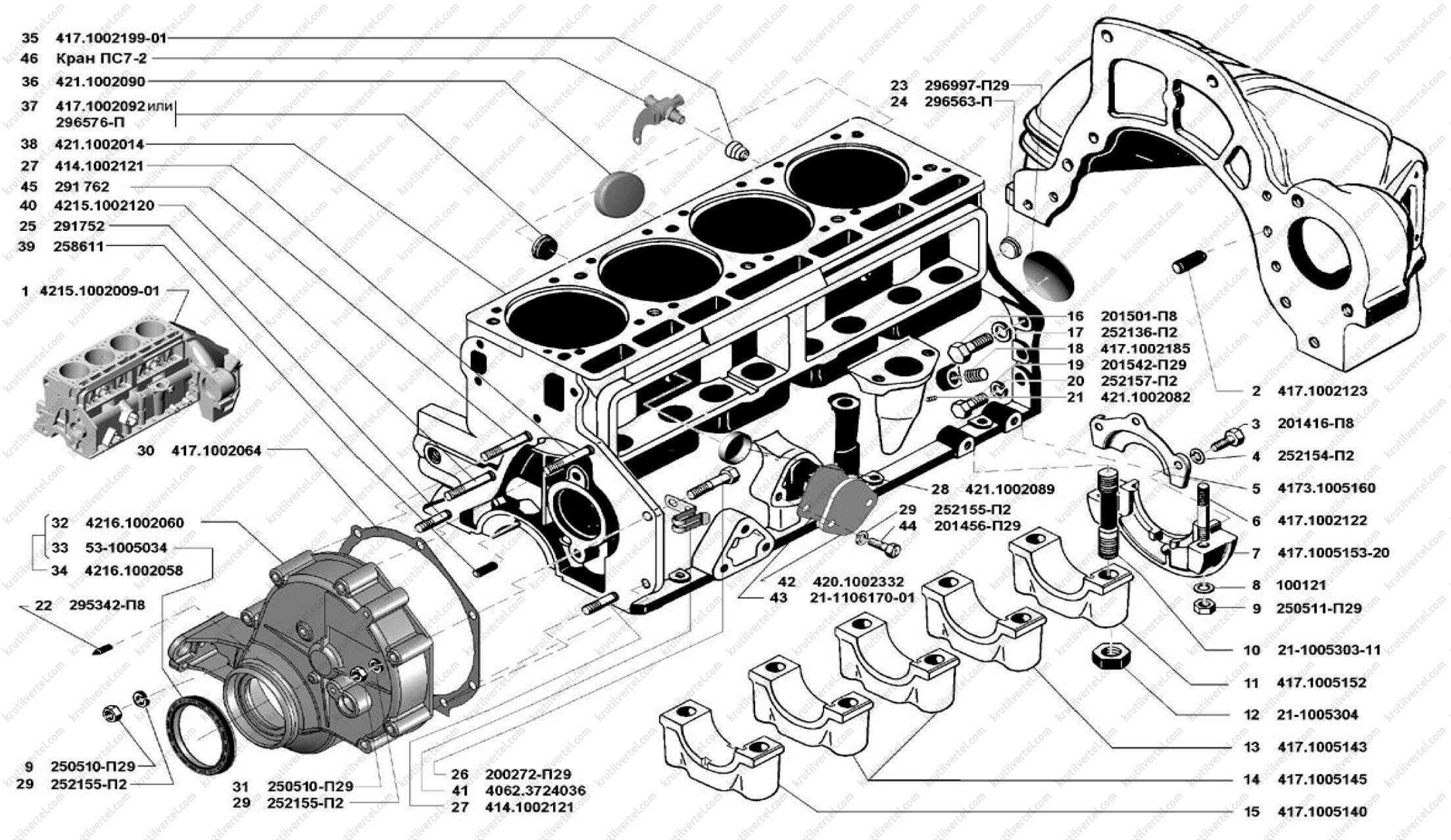
Блок цилиндров ЗМЗ-406 (406.1002010-40)

Блок цилиндров ЗМЗ-406 Диаметр поршней 92,0 мм (406.1002010-40)

Блок 406. Блок ЗМЗ-406. Диаметр поршней 92,0 мм
Цена 50 000 руб.
Блок цилиндров ЗМЗ-409
На самом деле оригинальный блок 409 изготовлен из тугоплавкого чугуна. Блок ЗМЗ 409 к тому же является дальнейшим развитием 406-й серии. Блок цилиндров 409 рассчитан безусловно на длительную эксплуатацию. Необходимость в проведении ремонта блока 409 обычно как правило наступает через 200 — 250 тысяч километров пробега. Однако, если использовать качественное моторное масло и масляный фильтр, не редко пробег достигает 500 тыс км. Если вдруг Вы ощутили резкое увеличение расхода моторного масла (свыше 200 г/100км), чёрный дымный выхлоп отработанных газов и падение мощности двигателя, значит пора вставать на ремонт. На станции техобслуживания производится замер степени износа цилиндров, затем в итоге проводится расточка стенок цилиндров блока под ремонтный размер. Та же процедура кроме того проводится и с коленчатым валом. Затем двигатель собирается с установкой в свою очередь поршней двигателя ремонтного размера. И… вуалям. Двигатель — как новый.
Переборку двигателя лучше всего рекомендуем проводить на лицензированных станциях технического обслуживания. Желаем безусловно всем добра и удачи на дорогах.
Блок 406. Блок Газель.
Напоминаем, что на самом деле приобрести новые оригинальные блоки цилиндров ЗМЗ Вы можете на нашем складе в Москве. Предварительно рекомендуем лучше всего позвонить по телефону +7-916-119-99-08 (TELE2) и уточнить наличие блока на нашем складе
Следует обратить внимание на то обстоятельство, что изделие из чугуна весит в итоге 55 кг. Никакие сумки или пакеты такой вес безусловно не выдержат
Следует однако заранее побеспокоиться о транспорте.
Оригинальный блок цилиндров УМЗ-4216 на Газель.
Блок цилиндров Cummins ISF 2.8 5261257 Камминз.
Ваш 406 двигатель практически готов к использованию.
Соберите все элементы под капотом автомобиля, выдерживая очередность, обратную разборке. Залейте предпочтительное масло. Не забудьте об охлаждающей жидкости. Убедитесь в отсутствии любого рода протечек. Освободите реле от колодки, прокрутите двигатель стартером – так вы заполните масляную систему. В процессе выполнения данного этапа, ориентируйтесь на показатели датчика давления. В завершение выполните установку и подключение остальных элементов и заведите автомобиль. Убедитесь в отсутствии течей. Проверьте показатели давления масла, температуры и другие значимые параметры. Обнаруженные проблемы устраняйте сразу же. Вам остается лишь дать двигателю поработать несколько часов на холостом ходу, периодически проверяя его состояние, после чего мотор можно принимать в постоянную эксплуатацию, следуя всем требованиям в отношении обкатки новой машины. Удачной работы!






Источник статьи: http://gaz-autoclub.ru/lifegaz/2015/08/19/kapitalnyj-remont-zmz-406-svoimi-rukami-chast-3-zaklyuchitelnaya/
Порядок разборки и снятия двигателя
Прежде всего, подготовьте площадку для дальнейшего раскладывания всех элементов. Места должно быть столько, чтобы вы могли удобно разложить детали по порядку – так обратная сборка мотора пройдет гораздо быстрее и проще. При отсутствии достаточного пространства, помечайте элементы любым другим подходящим способом. Провода отмечайте и снимайте аналогичным образом. Снимите капот и демонтируйте панель стеклоочистителя (так будет удобнее). Для защиты передних крыльев от повреждений, укройте эти элементы подходящим материалом. Разбирать можете в любой удобной для вас последовательности. К примеру, чтобы двигатель было максимально легко вынуть из моторного отсека, можете снять почти все имеющиеся навесные детали. Большинство мастеров предпочитает выполнять разборку, пока не остается лишь блок с поршневой. В отстыковывании насоса гидроусилителя от шлангов необходимости нет – достаточно попросту подвязать его или куда-то положить. Вынув мотор, осмотрите пространство под капотом на предмет повреждений и загрязнений. Вымойте все как можно тщательнее при помощи металлической щетки и керосина либо бензина.
Измерьте чистый блок и коленвал. Может появиться необходимость в расточке. Если вы не имеете соответствующих навыков, лучше отвезите элементы на завод или в специализированную мастерскую – там все проверят и расточат на совесть. Заодно можете отдать спецам маховик и корзинку сцепления. В мастерской проверят маховик на биение и, если это будет нужно, выполнят его торцовку в месте прилегания диска сцепления, после чего сбалансируют в комплексе с корзиной и коленвалом. Для наших любимых ГАЗов такой сервис является очень даже полезным и необходимым. Купите шатунные и коренные вкладыши, кольца и поршни по размерам. Забрав детали с расточки, еще раз промойте их и продуйте. Вооружившись 14-м шестигранником, отвинтите заглушки грязеуловителей, тщательно все там вычистите, после чего верните заглушки обратно. Если не получается открутить заглушки блока и головки (по размерам для них подходит 8-й шестигранник), не пытайтесь сделать это, прилагая большие усилия – можете повредить резьбу. В такой ситуации достаточно продуть по масляным каналам.
Важно
чтобы глухие резьбовые отверстия были полностью освобождены от тосола, масла и различных загрязнений. Обязательно проверьте головку блока цилиндра в отношении особенностей ее прилегания непосредственно к блоку, состояние направляющих и клапанов, замените маслосъемные колпачки. Притирать все имеющиеся клапаны (а их здесь аж 16) – задача не самая веселая. Чтобы облегчить себе участь, можете отвезти головку на завод или в специализированую мастерскую. После завершения всех вышеописанных мероприятий, можете приступать к сборке 406 двигателя.
Рис. 1.64. Подбор поршневых колец к цилиндру
Кольца, предназначенные для установки в цилиндры номинального диаметра, маркируются желтой краской на верхнем компрессионном кольце; для установки в цилиндры первого ремонтного размера — голубой, второго ремонтного размера — зеленой.
Тепловой зазор, замеренный в стыках колец, помещенных в цилиндр
(см. рис. 1.64), для новых колец должен быть:
- 0,25-0,45 мм у верхнего компрессионного кольца;
- 0,45-0,65 у нижнего компрессионного кольца;
- 0,30-0,55 мм у коробчатого маслосъемного кольца.
Для изношенных колец допускается максимальный размер в замке не более 1,5 мм. Кольца для замера теплового зазора в замке помещать в верхнюю неизношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ) или в оправку аналогичного диаметра. Поверхность цилиндра предварительно очистить от нагара. Установка поршневых колец с меньшим тепловым зазором в стыке приведет к схождению стыка кольца при работе двигателя и надиру цилиндра. Установка изношенных колец с большим зазором приведет к снижению давления такта сжатия и повышенному угару масла.
Проверить щупом боковой зазор между кольцами и стенкой поршневой канавки (рис. 1.65). Проверку произвести по окружности поршня в нескольких точках. Величина бокового зазора должна быть для новых колец и поршней 0,045-0,090 мм. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец.
Пальцы змз 406, 405, 409
В настоящий момент времени, кто только не делает запчасти. В частности, пальцы змз 406 делают как минимум 4-5 производителей. Заводской артикул детали 406100402004. Введем данный номер на каком-нибудь портале запчастей, типа «Зизиста». Что видим? ЗМЗ зеленые, ГАЗ (ОАО ЗМЗ), СТК красные (Самара), Мотор Деталь (Кострома), БОН (не к ночи помянут). На конвейер поршневую группу сейчас поставляет завод «Dong Yang Piston». Это корейский производитель, хорошего уровня, который поставляет запчасти двигателя на конвейеры Hyundai и Kia. Пальцы змз 406 тоже можно найти отдельно. Но мне больше нравится продукция Мотор Деталь (Кострома). Если брать упаковку пальцев и шатун 406, 405, 409 в фирменных коробочках ЗМЗ, после промеров, ВГШ реже требует ремонта. Чаще требуется просто «правка». А это значительно дешевле.
 пальцы змз, Мотордеталь
пальцы змз, Мотордеталь
Информация на поверхности поршня
Обсуждения вопроса о том, что означает маркировка на поршнях стоит начать с того, какую вообще информацию производитель наносит на изделие.
- Размер поршня. В некоторых случаях в маркировке на днище поршня можно найти цифры, означающие его размер, выраженный в сотых долях миллиметра. Пример — 83.93. Эта информация означает, что диаметр не превышает указанного значения с учетом допуска (группы допуска обсудим чуть ниже, у разных марок машин они отличаются). Замер производится при температуре +20°С.
- Монтажный зазор. Другое его название — температурный (поскольку может изменяться вместе с изменением температурного режима в двигателе). Имеет обозначение — Sp. Приводится в дробных числах, означающих миллиметры. Например, обозначение маркировки на поршне SP0.03 говорит о том, что зазор в данном случае должен быть 0,03 мм с учетом поля допуска.
- Товарный знак. Или эмблема. Производители таким образом не только идентифицируют себя, но и дают информацию мастерам о том, чьей документацией (товарными каталогами) необходимо пользоваться при подборе нового поршня.
- Направление установки. Эта информация дает ответ на вопрос — на что указывает стрелка на поршне? Она «говорит» о том, каким образом должен быть смонтирован поршень, в частности, стрелка нарисована по направлению движения автомобиля вперед. На машинах, у которых двигатель расположен сзади вместо стрелки зачастую изображают символический коленчатый вал с маховиком.
- Номер отливки. Это цифры и буквы, схематически указывающие на геометрические размеры поршня. Обычно такие обозначения можно встретить на европейских машинах, для которых элементы поршневой группы изготавливают такие компании как MAHLE, Kolbenschmidt, AE, Nural и прочие. Справедливости ради стоит отметить, что отливку в настоящее время используют все реже. Однако если нужно идентифицировать поршень по этой информации, то для этого необходимо воспользоваться бумажным или электронным каталогом конкретного производителя.
Кроме этих обозначений также существуют и другие, и они могут отличаться у разных производителей.
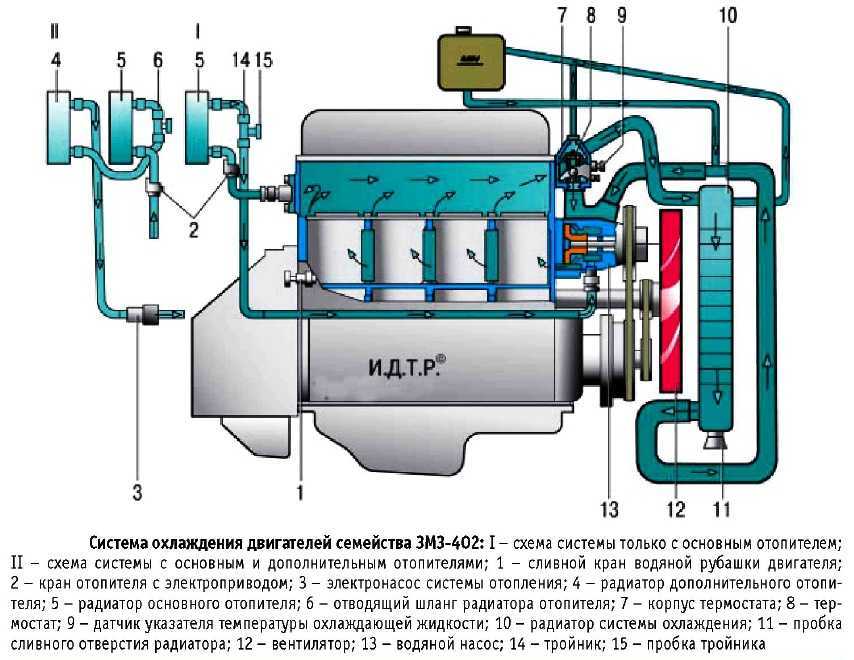
ЗМЗ 402
Изготавливался для автомобилей «Волга» и «Газель». Сейчас ему на смену пришел более экономичный вариант — ЗМЗ 406. Двигатель 402 купить
также можно в нескольких модификациях, с разной степенью сжатия под 92-й и 76-й бензин. Владельцы автомобилей ГАЗ неоднократно отмечали, что рабочий ресурс данного силового агрегата не высокий. Утверждение нельзя назвать ошибочным. При регулярном обслуживании и правильной эксплуатации мотор легко проходит более 250 тысяч километров и это далеко не предел. Хотите приобрести
двигатель 402? Цена
на него наиболее демократичная в Нижнем Новгороде именно в нашей компании.
Двигатель 406
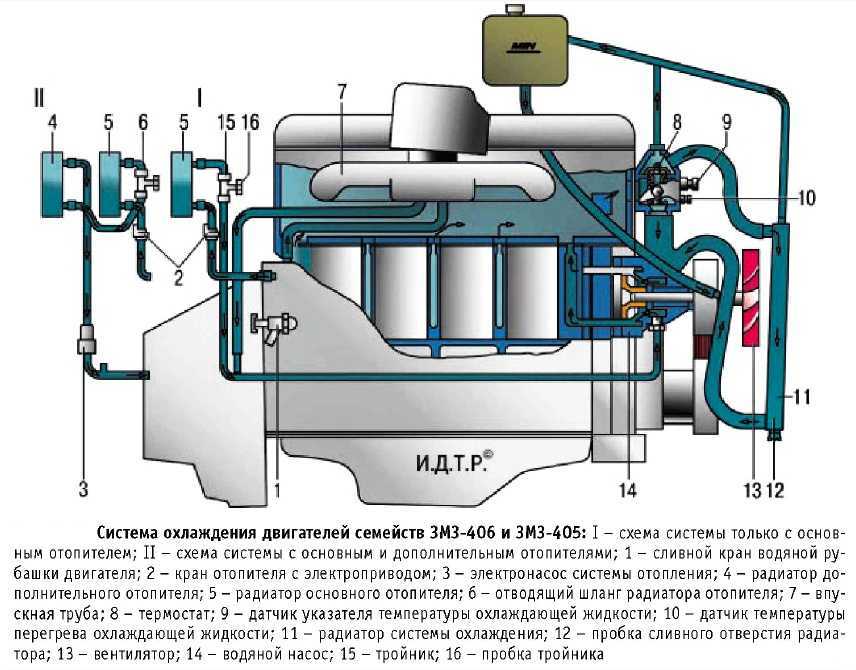
В серийное производство двигатель 406 вышел в 1997 году (до этого пять лет выпускались прототипы). Это был автомобильный двигатель внутреннего сгорания, работающий на бензине. Существенная деталь – инженерами ЗМЗ был впервые применен впрыск топлива. Долгое время данный мотор пользовался широкой популярностью на многих моделях ГАЗ, в числе которых знаменитая «Волга» (3110).
Главным преимуществом двигателя являлась его высокая надежность и экономичность. Но наблюдались и недостатки: проблемы с системой охлаждения были довольно распространенным явлением. Время шло, и представители ЗМЗ прекрасно понимали, что двигатель 406 нуждается в совершенствовании с точки зрения технической составляющей, и на его основе был разработан новый мотор – 405 (инжектор).
Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
Цилиндро-поршневая группа — гильза, поршень и поршневые кольца, играет важнейшую роль в работе двигателя, являясь основным ресурсоопределяющим конструктивным модулем. В процессе работы детали цилиндро-поршневой группы подвергаются значительным циклическим, механическим и тепловым нагрузкам, которые повторяются тысячи раз в минуту.
Поршень 53-1004015 для двигателя ЗМЗ-402, общие сведения, маркировка.
Поршень 53-1004015 диаметром 92 мм применяется для четырех цилиндровых двигателей семейства ЗМЗ-402 рабочим объемом 2.5 литра и для восьми цилиндровых двигателей семейства ЗМЗ-511 рабочим объемом 4.25 литра. Маркировка размерных групп по диаметру поршня наносится на днище поршня.
Поршень изготовлен из специальных многокомпонентных алюмиево-кремнистых сплавов АК12ММгН легированных хромом, магнием, никелем, медью, цинком, оловом. Это обеспечивает его высокую жаропрочность, износостойкость в тяжелых условиях работы и низкий коэффициент линейного расширения.
Бочкообразный вертикальный профиль и овальный горизонтальный профиль поршня обеспечивает требуемые равномерные зазоры в паре гильза-поршень во время температурных расширений в процессе работы двигателя, что позволяет обеспечивать стабильные эксплуатационные характеристики двигателя в процессе всего срока эксплуатации.
Маркировка поршня 53-1004015.

Маркировка под поршневой палец.
Поршень 406.1004015 для двигателя ЗМЗ-406, общие сведения, размеры и маркировка.
Поршень 406.1004015 диаметром 92 мм применяется для четырех цилиндровых 16-ти клапанных двигателей семейства ЗМЗ-4062.10, ЗМЗ-4063.10 рабочим объемом 2.3 литра. Кроме стандартного размера в 92 мм изготавливаются поршни ремонтных размеров 92.5 мм и 93.0 мм. Поршень сделан из сплава АК12ММгН, обладающего высокой твердостью и стабильностью механических свойств при высоких температурах работы двигателя.
В конструкции поршня применена стальная терморегулирующая вставка, исключающая повышенный нагрев юбки поршня, что обеспечивает стабильность геометрических параметров даже в самых экстремальных условиях эксплуатации автомобиля.
Верхняя часть головки поршня имеет шесть кольцевых канавок треугольной формы глубиной 0.35 мм для создания лабиринтного уплотнения, это снижается прорыв газов, тем самым разгружаются поршневые кольца от газовых сил, что позволяет улучшить характеристики двигателя.
Юбка поршня имеет бочкообразный вертикальный профиль и овальный горизонтальный профиль, это обеспечивает оптимальный зазор пары цилиндр-поршень при повышенной температуре, снижает потери на трение.
Диаметром поршня (диаметром юбки) является его максимальный размер, измеренный под прямым углом к оси поршневого пальца на расстоянии 46 мм от плоскости днища поршня. В днище поршня имеются выточки под клапана. Расстояние от плоскости днища до оси отверстия под поршневой палец — 38+-0.07 мм.
Диаметр головки поршня 406.1004015 занижен до 91.45 мм у стандартного поршня, и до 91.95 мм, 92.45 мм у ремонтных размеров соответственно. Это связано с тем, что температура головки поршня всегда выше чем юбки, и головка расширяется сильнее, чем юбка.
Маркировка размерных групп наносится на днище поршня ударным способом. Поршни 406.1004015 стандартного и ремонтных размеров по диаметру юбки разбиваются на пять размерных групп с допусками, мм :






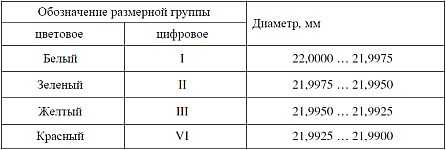
По диаметру отверстия под поршневой палец поршни 406.1004015 разбиваются на четыре размерные группы :
Поршень 409.1004015 для двигателя ЗМЗ-409, общие сведения, размеры.
Поршень 409.1004015 диаметром 95.5 мм применяется для четырех цилиндровых 16-ти клапанных двигателей семейства ЗМЗ-409.10, ЗМЗ-4092.10 рабочим объемом 2.7 литра. Кроме стандартного размера в 95.5 мм изготавливаются поршни ремонтных размеров 96.0 мм и 96.5 мм.
Диаметром поршня является его максимальный размер, измеренный под прямым углом к оси поршневого пальца на расстоянии 50.8 мм от плоскости днища поршня. В днище поршня имеется углубление в 4.1 мм и диаметром 76 мм, и четыре выточки под клапана. Расстояние от плоскости днища до оси отверстия под поршневой палец — 34+-0.05 мм.
Диаметр головки поршня занижен до 94.85 мм у стандартного поршня, до 95.35 мм и 95.85 мм у ремонтных размеров соответственно. Это сделано в связи с тем, что температура головки поршня всегда выше, чем юбки, и головка расширяется сильнее, чем юбка.
Поршень 405.1004015 для двигателя ЗМЗ-405, общие сведения.
Поршень 405.1004015 применяется для четырех цилиндровых двигателей семейства ЗМЗ-40522.10, ЗМЗ-40524.10, ЗМЗ-40525.10 рабочим объемом 2.5 литра. Он аналогичен поршню 409.1004015, но имеет меньшую глубину камеры сгорания в днище поршня.
Источник
Осмотр, проверка и ремонт
Если на них есть задиры, следы прогара, глубокие царапины, поршни заменить.
Измерить диаметр поршня. Если он меньше 91,9 мм, поршень заменить.
Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Поршень установлен в цилиндре с зазором 0,024–0,048 мм.
Для того чтобы обеспечить величину зазора, поршни разбиты по диаметру на пять размерных групп А, Б, В, Г и Д.
Буквенная маркировка выбивается на днище поршня.
При подборе поршня к цилиндру нужно обеспечить указанный выше зазор.
Предельно допустимый зазор между поршнем и цилиндром равен 0,25 мм.
Зазор между поршнем и цилиндром можно определить промером поршня и цилиндра.
В запасные части поставляются поршни двух ремонтных размеров: с увеличенным на 0,5 мм диаметром и на 1,0 мм.
На одной из бобышек под поршневой палец отлита надпись «406» (поршень номинального размера), «406АР» (поршень, увеличенный на 0,5 мм), «406БР» (поршень, увеличенный на 1,0 мм).

2. Измерить зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня.
Зазор должен быть в пределах 0,05–0,087 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца.
Если зазоры превышают указанные, нужно заменить кольца или поршни.

3. Измерить зазоры в замках поршневых колец.
Для этого вставить кольцо в цилиндр и продвинуть поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов.
Измерить щупом зазор в замке кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для дисков маслосъемных.
Если зазор превышает указанный, кольцо заменить.
Если зазор меньше, можно спилить концы кольца напильником, зажатым в тисках.
При этом кольцо перемещают по напильнику вверх- вниз.
4. Проверить посадку поршневого пальца в верхней головке шатуна.
Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм.
Пальцы, поршни и шатуны разбиты на четыре размерные группы и маркируются краской.
Палец маркируется на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивается римская цифра на днище поршня.
Размерные группы поршней, шатунов и пальцев приведены в таблице. Слегка смазать поршневой палец моторным маслом и вставить в верхнюю головку шатуна.
Палец должен входить в головку от усилия большого пальца руки ровно, без заеданий. Шатун должен проворачиваться на пальце под действием собственного веса из горизонтального положения.


Палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса, если шатун повернуть так, чтобы палец встал вертикально.
Поршневой палец и шатун должны быть одной или соседних размерных групп.
5. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
6. Осмотреть шатунные вкладыши. Если на них имеются задиры, риски, выкрашивания и т.д., их нужно заменить.
7. Установить на шатуны крышки и измерить диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60 +0,019 мм, предельно допустимый — 60,03 мм.
Если измеренный диаметр превышает предельно допустимый, заменить шатун с крышкой.
Измерить диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22 +0,007 и 22 –0,003 мм, предельно допустимый — 22,01 мм. Если измеренный диаметр превышает предельно допустимый, заменить шатун. Размеры шатунно-поршневой группы приведены в таблице.
Шатун 406, 405, 409
Заводской артикул детали 406100404501. Если двигатель стоит на машине, вариантов особых нет. Мало находится людей, которые лезут в работающий двигатель. Но если речь идет о «постройке двигателя», то штатный шатун — это не более чем полуфабрикат. Первый момент — это диаметр ВГШ (верхняя головка шатуна), второй — это его масса в совершенно ненужных местах и третий — это приведение к центру масс. Про подход к ремонту ВГШ я рассказал в предыдущем абзаце. Про то как правильно облегчить шатун 406 на ЧПУ, вообще была посвящена отдельная статья. Остался третий пункт с таинственным названием – приведение к центру масс. Не путайте данное действо с развесовкой по массе, это суть разные вещи. Итак, балансировка шатунов или приведение к центру масс, это операция, по подгону на весах верхних и нижних головок шатуна. Зачем это нужно, мы поймем, если доведем ситуацию до абсурда. Представим рядную четверку. Допустим масса каждого шатуна будет 300 грамм. Только у первого шатуна она будет в основном на нижней головке в виде нижнего отлива, у второго будет «корона» на ВГШ, у третьего будет утолщение в середине, а четвертый будет нормальный. Я думаю, что данный двигатель будет работать и на холостом ходу и даже на небольших рабочих оборотах. Яркое доказательство, этого утверждения, это двигатели ЗМЗ 402 и его клон УМЗ. Расколбас этих моторов очень сильный, однако «конструкторы» нашли выход и повесили такой маховик по массе (13кг), который сглаживает все на свете своей инерционностью. Но если на таком моторе «дать гари», то последствия диких вибраций не заставят себя долго ждать, от выдранных подушек двигателя, до трещин и разрушения коленчатого вала. Процесс правильного приведения к центру масс достаточно длительный и кропотливый, он многократно описан на просторах интернета, поэтому я не буду делать это еще раз. Ради справедливости замечу, что после облегчения шатунов на ЧПУ, они становятся значительно лучше в плане балансировки, нежели заводские стандартные изделия. И если в стандарте даже приливы снизу и сверху визуально разные, то после ЧПУ иногда приходится только подравнять разницу, связанную с неоднородностью литья.

конечный результат
палец-шатун-поршень
Tagged on: двигатель змз тюнинг змз змз 406 блок
ГАЗ 31 ЗМЗ непростые 3 литра › Бортжурнал › Сборка 402GT =)
Про саму сборку много писать не буду, напишу только о некоторых важных тонкостях при сборке мотора. Некоторые из них играют не последнюю роль для правильной работы мотора. Для начала расскажу про коленвал. Перед окончательной установкой нужно поставить вал на место без смазки на сухую, без набивки.
Набивка Использовать только качественную («мерседесовскую») и ставить по вращению коленвала на сгон масла по плетению.
Далее про гильзы. Гильзы должны быть выше блока (выступать) на 0,01-0,1мм. Лучше на 0,05мм =) (Замеряется при снятии ГБЦ. И соответственно делается вывод — оставить как есть, просадить или поднять). При установке новых гильз не определить (Выступ будет большой, так как прокладки под гильзами не сжаты) но все же можно прикинуть по старым гильзам как они сидели и т.д. При малом выступе гильзы плохо зажимает в блок и они «болтаются» на высоких оборотах, так же высок риск прогорания прокладки ГБЦ. Слишком большой выступ не даст головке хорошо сесть на блок и по стыку может выходить охлаждающая жидкость. Но самое главное чтоб гильзы выступали все на одном уровне! Под мои гильзы нет не медных не резиновых колец как под стандартные гильзы 402 и 417 соответственно. Я так же пользуюсь пивными банками и очень даже успешно. Главное все хорошо промазать качественным высокотемпературным герметиком.
Распредвал. Распредвал выбирать при замене только с микрометром, и выбирать из большой или хотя бы имеющейся в магазине кучи, так как качество никакое и шейки обычно просажены чуть ли не на десятки. Так же шестерня должна сидеть без люфта и насаживаться только запрессовкой. Если есть люфт и садится она свободно нужно закернить посадочное место на валу и будет норм =). Шестерни тоже делают кривые. Поэтому я сделал разрезную). После всех регулировок я повернул распредвал (относительно не разрезанной) на 4-5 градусов назад относительно вращения (на фото можно увидеть смещение отверстия) — угол запаздывания закрытия после НМТ впускного клапана увеличится на эти самые градусы. Это даст небольшую прибавку на более высоких оборотах.
источник
Порядок сборки 406 двигателя своими руками
Важно! Прежде чем приступать к сборке двигателя, тщательно вымойте руки и рабочие инструменты. Внимательно осмотрите состояние гаек, болтов и шпилек на предмет срыва грани и резьбы либо других повреждений
Подозрительные крепежи обязательно замените новыми – много денег на это вы не потратите, зато последствия использования низкокачественных креплений могут быть далеко не самыми приятными. Затягивая крепления, не прилагайте слишком больших усилий – резьба срывается предельно просто, но восстанавливается крайне сложно. Для дополнительного уплотнения прокладок прекрасно подходит герметик, а также шеллачный лак. Предварительно обезжирьте растворителем либо ацетоном сопрягаемые плоскости под прокладки, после чего вытрите их насухо. Кому-то вышеописанные подготовительные мероприятия могут показаться слишком долгими и бесполезными, зато в результате уже собранный двигатель будет оставаться чистым, а о том, что такое подтекания, вы вообще забудете. Непосредственно процесс сборки состоит из нескольких технологических шагов. Выполните последовательно каждый из них, и итоговый результат по качеству не будет уступать работе квалифицированного мастера.