
Горячая запрессовка гильз с применением сухого льда
С помощью сухого льда гильзы могут охлаждаться примерно до 80° С. Относительно простая возможность приготовления сухого льда — применение наполненной в сифонные баллоны С02 (углекислоты). К физическому принципу: при выходе газа образуется, вследствие внезапного расширения, сухой лёд. Сухой лёд может собираться в изолированном резервуаре. Данный изолированный резервуар должен удовлетворять нужным требованиям в части изоляции и прочности. Целесообразно применение кожаного мешка, как это показано на изображении 1. Для охлаждения гильзы кладут в соответствующий футляр (достаточно бумажной коробки) и обкладывают сухим льдом.
Горячая запрессовка гильз с применением жидкого азота
Гильзу цилиндра кладут в жидкий азот (изобр. 2); она приобретает при этом температуру от -180° до -200° С. Жидкий азот можно получить у местного продовца газом.
| Изображение 1 |
| Изображение 2 |
Подогрев блока цилиндров
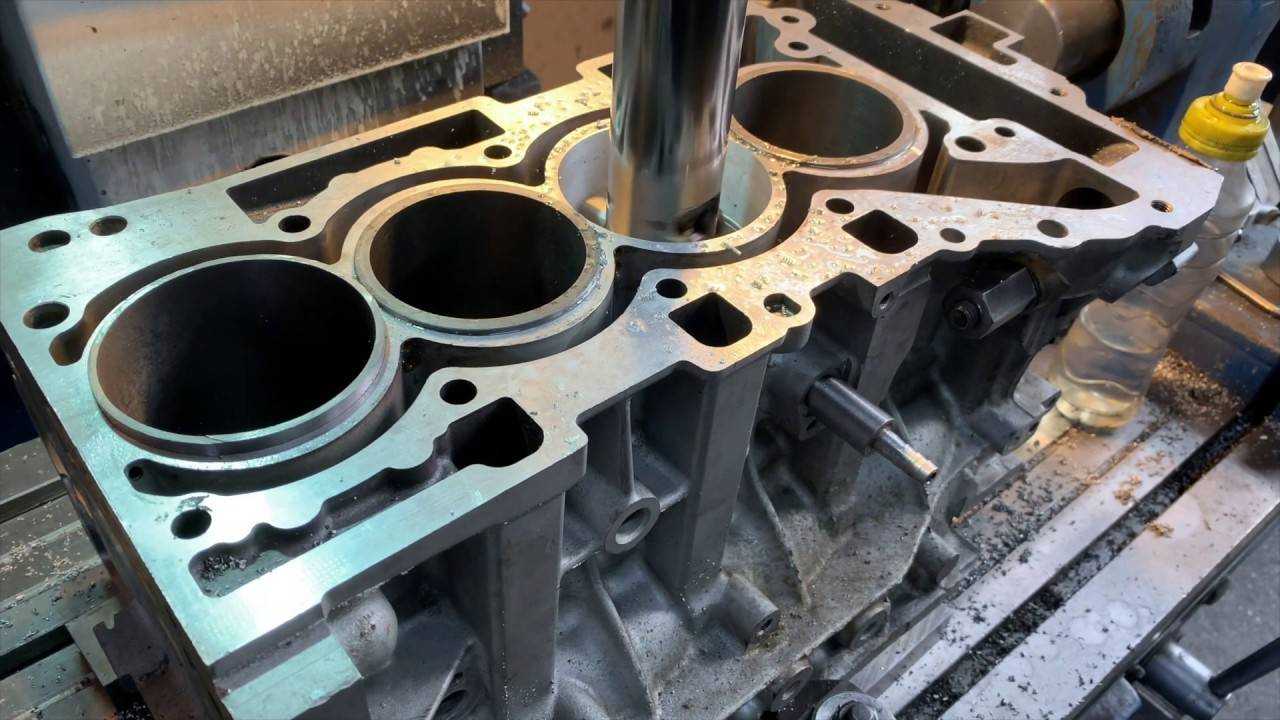
Идеальной для подогрева блока цилиндров является печь подогрева соответствующего размера (изобр. 3). Блок цилиндров помещается в печь, нагретую до 120-140° С, и остаётся там примерно на 20-30 минут. Подогрев блока цилиндров может производиться также в горячей масляной ванне. Основные отверстия должны быть перед горячей запрессовкой очищены от прилипшего масла. Ни в коем случае нельзя блок цилиндров подогревать открытым пламенем. Неравномерный подогрев блока цилиндров может вызвать остаточное коробление материалов и сделать блок цилиндров непригодным.
Для обеспечения надёжной установки необходима разность температур между блоком цилиндров и гильзой около 200° С.
Перед установкой алюминиевых гильз с применением жидкого азота подогрев блока цилиндров не обязателен. Если всё же имеется такая возможность, в общем, рекомендуется подогрев блока цилиндров до 100-120° С.
Указание
При установке гильзы из серого чугуна в корпус алюминиевого блока цилиндров следует, из-за меньшего теплового расширения/усадки гильзы из серого чугуна как правило, блок цилиндров подогреть.
| Изображение 3 |
Установка гильзы цилиндра
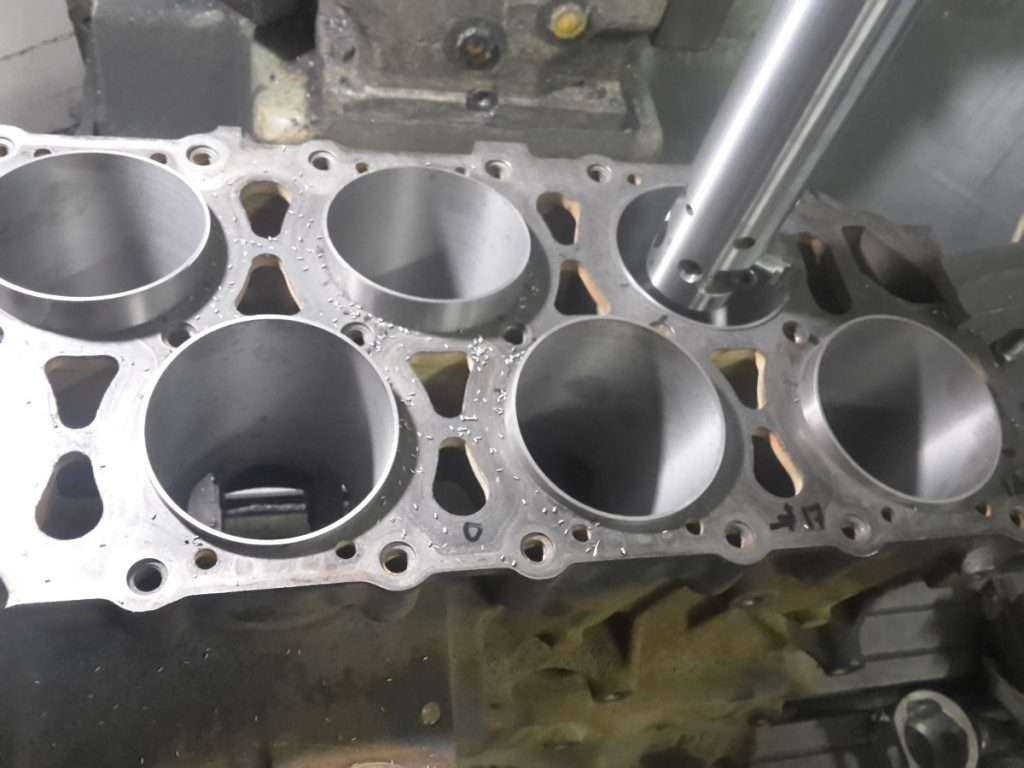
Установка гильзы цилиндра (изобр. 1) вообще проста. Благодаря охлаждению гильзы цилиндра её диаметр уменьшается примерно на 0,15 мм, в то время как благодаря подогреву блока цилиндров основное отверстие увеличивается примерно на 0,10 мм, — так что при установке гильзы получается — за вычетом желаемого перекрытия в -0,1 мм — монтажный зазор величиной от =0,15 до 0,20 мм. Гильзы всё же должны быть установлены относительно быстро и за один ход. При установке в блок цилиндров гильза должна буквально упасть в основное отверстие. При этом она может при установке в блок цилиндров несколько отскочить. По этой причине гильзу следует моментально дожать с помощью куска дерева или пластмассы, чтобы она не осталась в положении отскока. Гильза сразу же сядет жёстко, как только выравняются температуры гильзы и отверстия. Если гильза сядет жёстко в неправильном положении, то процесс горячей запрессовки прошёл неверно и должен быть повторён. Дожатие — также с помощью пресса — невозможно. Аварийная гильза должна быть тогда высверлена на сверлильном станке и удалена. Тогда вновь растачивают гильзу до остаточной толщины стенки 0,3-0,5 мм и удаляют тонкую остаточную часть с помощью отвёртки.
| Изображение 1 |
Торцевание блока цилиндров
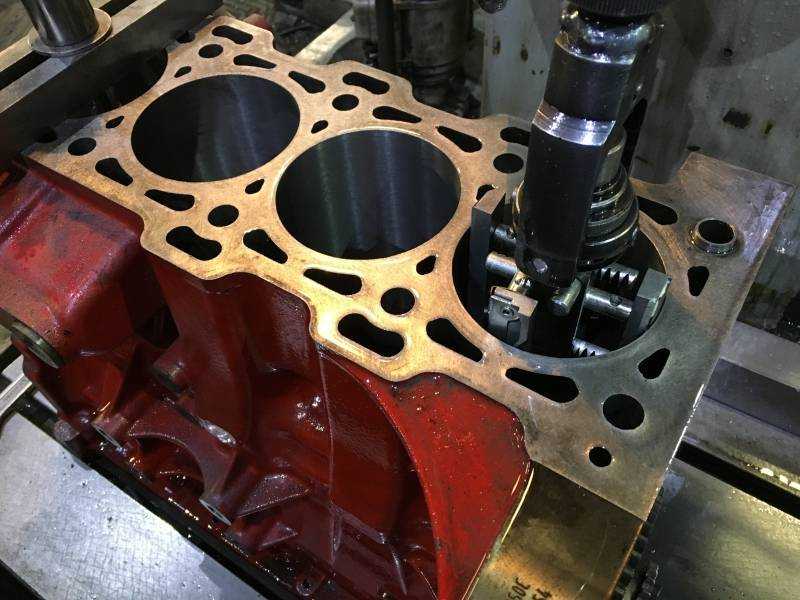
После установки гильзы (гильз) и выверки блока цилиндров он подвергается торцеванию (изобр. 2). Слой удаляемого материала должен быть 0,1 мм для обеспечения полной плоскости разъёма блока цилиндров.
Важно!
Изображение 2
Для наилучшего уплотняющего действия уплотнения головки блока цилиндров шероховатость поверхности плоскости разъёма блока цилиндров должна соответствовать значению, предписанному изготовителем двигателя.
Разница между чугунным и алюминиевым БЦ
Следует понимать разницу между чугунным и алюминиевым БЦ. Обычная цельная деталь КШМ двигателя, отлитая из чугуна, проблем с гильзованием не имеет. Хотя штатно в таких моторах стальные втулки устанавливаются редко, это успешно проводится вне правил заводского регламента.
Алюминиевые двигатели чаще снабжаются гильзой с завода. Они реже встречаются цельнолитыми. Но штатные втулки для литейного алюминиевого корпуса стоят дорого. Примерная цена гильзы цилиндров — 150 долларов. Это не столь заметно, когда нужно отремонтировать одно гнездо, но получается экономически нецелесообразным при полном восстановление гильз цилиндров.
Единственный оправданный способ — установка чугунных направляющих. Это успешно практикуется мотористами на территории стран бывшего СССР. Главное условие — обеспечить правильный натяг между втулкой и блоком
Перед установкой деталей также крайне важно провести грамотные комплексные замеры, подобрать тепловые зазоры и обеспечить необходимый отвод тепла

Производятся также блоки из алюминия, не рассчитанные на установку ремонтных поршней. Вернее говоря, изготовитель для них не выпускает ремонтных деталей. Но и такие блоки ремонтируются. Как правило, здесь используют посадочный поясок или специальное нагаросъёмное кольцо гильзы цилиндра.
Реконструкция блока цилиндров
Этот процесс начинается с расточки цилиндров под гильзы. На качество расточки очень сильно влияет ресурс ремонтируемого двигателя. Расточка блока позволяет добиться как необходимого размера, так и правильной геометрии гнёзд.
Если расточка проведена неправильно, то эллипсоидная геометрия гнезда, после гильзования передастся самой гильзе. Для придания точности и необходимой гладкости поверхности гнёзд, после расточки их подвергают хонингованию.
Процедура гильзования
Если с «мокрыми» гильзами процедура гильзования более менее понятна, в силу конструктивных особенностей, то гильзование «сухих» гильз цилиндра вам вряд ли удастся провести своими руками в гараже.

Горячее гильзование производится с учетом разницы температур. Блок цилиндров нагревается при помощи газовой горелки до температуры 120-150 0 . После этого в подготовленное гнездо вставляется охлаждённая гильза.
Монтажу гильзы цилиндра предшествует её обработка специальным составом для избавления от водяного конденсата. Метод горячего гильзования «сухих» гильз цилиндра является самым качественным.

В силу особенностей структуры материала цилиндры блоков, выполненные из галникала, не поддаются расточки. Поэтому в такие блоки цилиндров при ремонте производится запрессовка алюминиевых гильз.







Зачем нужно растачивать блок цилиндров
 В настоящее время расточка блока цилиндров делается чаще из желания увеличить мощность двигателя, тогда как раньше к подобным работам приступали чаще с целью ремонта силового агрегата.
В настоящее время расточка блока цилиндров делается чаще из желания увеличить мощность двигателя, тогда как раньше к подобным работам приступали чаще с целью ремонта силового агрегата.
Как известно, в процессе работы все элементы мотора испытывают серьезные нагрузки. Особенно это касается цилиндров и поршней. В процессе работы поршень постоянно трется о стенки цилиндра с огромной скоростью. Несмотря на то, что стенки цилиндров выполнены из прочной стали, она все равно стирается в процессе работы поршней, а сам цилиндр деформируется, переставая быть идеальной округлой формы. Из-за изменения формы цилиндров в сторону овала, ухудшается прилегание поршневых колец, вследствие чего при детонации топливовоздушной смеси отработавшие газы попадают в картер, как и сама горючая смесь. Отсюда сразу начинает снижаться общая мощность двигателя, а мотор начинает активно потреблять масло.
Важно: Основным симптомом, указывающим на «овализацию» цилиндров и попадание отработавших газов в картер, является сизый дым из выхлопной трубы в процессе работы двигателя. Также данный симптом характерен при залегании компрессионных колец
Причиной того, что раньше более часто к расточке блока цилиндров прибегали при необходимости ремонта, а сейчас из-за тюнинга, кроется в шагнувших вперед технологиях. Дело в том, что до конца 1990-х годов сложно было найти в продаже хорошее масло или охлаждающую жидкость. Вернее, они были хороши для тех времен, тогда как сейчас они значительно лучше и сложнее. Каждое моторное масло – это настоящий «склад химии», равно как и охлаждающая жидкость. Различные присадки позволяют значительно продлить жизнь мотора до капитального ремонта. Если раньше капитальный ремонт двигателя, в том числе и расточка блоков цилиндров по причине их «овализации», мог потребоваться уже через 50-60 тысяч пробега, то сейчас современные моторы при правильном уходе за ними достигают подобного износа к 200-250 тысячам километров пробега.
Если проводится расточка блока цилиндров с целью реанимации двигателя, здесь все довольно просто. На специальных станках избавляются от овальной формы цилиндров, стачивая «лишнее». Далее устанавливаются новые поршни большего размера, и после этого можно проехать на автомобиле еще десятки тысяч километров.
 Если же проводится расточка блока цилиндров с целью тюнинга автомобиля, все проходит точно также, но изначально цилиндры имеют правильную форму, соответственно, можно выбрать степень, до которой они будут растачиваться, поскольку здесь нет необходимости избавляться от «овализации». Расточив цилиндры и установив поршни большего размера, можно добиться увеличение мощности. Это происходит, поскольку, чем больше поршень, тем больше топливовоздушной смеси удастся засосать, а чем больше сгорит топлива в процессе работы, тем больше давление при воспламенении на поршень и отсюда возникает увеличение мощности.
Если же проводится расточка блока цилиндров с целью тюнинга автомобиля, все проходит точно также, но изначально цилиндры имеют правильную форму, соответственно, можно выбрать степень, до которой они будут растачиваться, поскольку здесь нет необходимости избавляться от «овализации». Расточив цилиндры и установив поршни большего размера, можно добиться увеличение мощности. Это происходит, поскольку, чем больше поршень, тем больше топливовоздушной смеси удастся засосать, а чем больше сгорит топлива в процессе работы, тем больше давление при воспламенении на поршень и отсюда возникает увеличение мощности.
Гильза цилиндра
Чугунные гильзы
Главная страница » Продукция » Гильза цилиндра













Мы предлагаем широкий ассортимент гильз цилиндров, в том числе тонкостенные чугунные гильзы с толщиной стенок всего в 1,2мм, хромированные гильзы, гильзы, прошедшие сульфирование, фосфатизированние, лазерную закалку, плазменную закалку и т.д. Гильзы Therein, Steyr и 102 других серий тонкостенных гильз были названы самыми известными брендовыми продуктами в китайской машинной индустрии.
Гильзы, разработанные в соответствии с характеристиками разнообразных марок двигателей внутреннего сгорания, показывают высокие технические характеристики в течение длительного времени. Они представляют собой полый цилиндр, который вставляется в блок цилиндров. Гильза является одним из наиболее важных функциональных компонентов двигателя. Так как гильза намного прочнее других компонентов двигателя, поэтому она может избежать повреждений во время трения между поршнем и корпусом цилиндра.
Как правило, в двигателях используются гильзы двух типов: сухие и мокрые. Гильзы сухого типа имеют небольшую толщину, простую конструкцию и легко поддаются обработке. Тем не менее, гильзы мокрого типа напрямую соприкасаются своей поверхностью с охлаждающей жидкостью, что обеспечивает лучший отвод тепла. Кроме того, мы вводим ряд современного оборудования по производству и переработке этого продукта, например, центробежную литейную машину, полировально-шлифовальный станок, токарный станок с ЧПУ, линию фосфатирования и т.д.
Являясь профессиональным производителем и поставщиком гильз цилиндров в Китае, наша компания предлагает широкий ассортимент продукции, в том числе поршни, поршневые кольца, вкладыши подшипников, клапаны и многое другое.
Похожие названия
Втулка цилиндра | Рубашка цилиндра | Внутренняя стенка цилиндра | Вставная гильза цилиндра
- АМЗ
- BENZ
- Caterpillar
- ЧТЗ
- Cummins
- DAF
- DEUTZ
- FIAT
- ГАЗ
- HINO
- IKARUS
- ISUZU
- IVECO
- КАМАЗ
- Komatsu
- Leyland
- MAN
- Mitsubishi
- ММЗ
- МТЗ
- Nissan
- Perkins
- Renault
- СМД
- УМЗ
- UTB
- ВДМ
- VOLVO
- ЯМЗ
- ZETOR
- ЗИЛ
- ЗМЗ
- Dongfeng Chaoyang Diesel
- DEUTZ (Dalian) Engine
- DONG AN
- FOTON
- China National Heavy Duty Truck Group Hangzhou Engine
- Shangchai
- Weichai Power Engine (SINO TRUCK, HOWO)
- FAW Jiefang Automotive (WUXI Diesel Engine Works)
- Weichai Power Yangzhou Diesel Engine
- YUCHAI Diesel Group
- YUNNEI Power
- Weichai (Chong Qing) Power
Обратная связь
Другие продукты
Поршень цилиндра
Поршневое кольцо
Поршневой палец
Клапан двигателя
Дальнейшее развитие и неремонтопригодные блоки
На достигнутом автопроизводители не остановились. Решение относительно того, что необходимо отказаться от применения чугуна и гильз оказалось правильным. Это обеспечило упрощённый и удешевлённый процесс производства. Исключили необходимость запрессовывать гильзы, отливать блоки вокруг так называемых стаканов и пр.

Вместе с тем цельный алюминиевый блок означал, что нет нужды учитывать температурные параметры разных материалов, то есть алюминия и чугуна. Это позволило добиться лучшего охлаждения.
Но проблема мягкости алюминия осталась неизменной. Поскольку на поршнях используются прочные стальные кольца, при активной эксплуатации они начнут быстро разрушать сам алюминиевый цилиндр. Появилась необходимость придать зеркалам цилиндров дополнительную прочность. Чтобы этого добиться, разработчики начали пробовать разные покрытия на основе сверхпрочных материалов.
В результате мир увидел первые безгильзовые моторы на основе алюминиевого блока. В серийное производство их запустили в 1971 году. Основой был справ из алюминия, куда добавляли 17% кремния. Если описывать коротко, зеркало рабочего цилиндра поддавали резкому и сильному охлаждения, что позволяло кристаллизовать кремний. Потом зону обрабатывали разными кислотами. Они удаляли остатки имеющегося алюминия уже на молекулярном уровне.
В итоге появилась высокопрочная твёрдая стенка внутри цилиндра, по которой вполне свободно и без рисков образовать повреждения ходили поршни со стальными кольцами. Технология показалась весьма перспективной, что привело к её дальнейшему развитию. В результате появились алюминиевые гильзы, насыщенные кремнием.
Несмотря на кажущуюся победу алюминия над чугуном, на практике всё оказалось не так радужно и перспективно. Оставалась проблема слабой устойчивости к механическим воздействиям, из-за которых появлялись задиры. Ведь несмотря на высокопрочный слой, он был тонким, а под ним находился мягкий металл алюминия.
Следующим этапом развития стала специальная технология, которая подразумевала уплотнение стенок за счёт гальванической обработки с помощью никеля и карбида кремния. Эта технология хорошо известна поклонникам автомобилей Audi и BMW. Баварцы пошли немного дальше, выпустив мотор с алюминиевыми улучшенными гильзами, выполнив при этом все остальные компоненты на основе магниевого сплава. Это существенно снизило массу ДВС.
В настоящее время инженеры активно работают над тем, чтобы сделать технологию обработки стенок цилиндров ещё более прочной, долговечной и эффективной. В результате появилось лазерное легирование, плазменное нанесение, применяется титан и пр.
Все усилия разработчиков были направлены на увеличение ресурса ДВС и уменьшение его веса. В теории всё выглядело радужно и перспективно. Но на практике проявился целый ряд недостатков у так называемых неремонтопригодных блоков цилиндров. Алюминиевые БЦ могли быстро выйти из строя и не иметь возможности восстановления при определённых поломках. Параллельно замена всего блока обходилась в солидную сумму, составляющую около 20-30% от стоимости автомобиля, а местами даже дороже.
Алюминиевые блоки не могли обеспечить солидный моторесурс, который в среднем для разных автопроизводителей составлял 300 тысяч километров. Если сравнивать с чугунными блоками, либо же с блоками из алюминия, но гильзованные чугуном, то они без особых проблем преодолевали по 400-500 тысяч километров. Существуют и легендарные миллионники.
Учитывая имеющиеся недостатки, обусловленные малым ресурсом и высокой стоимостью замены БЦ, остро встал вопрос относительно ремонта якобы неремонтопригодных блоков. И тут спасением стали гильзы. Специалисты уже не один год практикуют гильзовку алюминиевых БЦ, несмотря на то, что официально они не подлежат восстановлению.









Эта процедура оказалась не самой дешёвой и простой, но в сравнении с приобретением нового блока или полностью двигателя всё равно снижает затраты автовладельца. Если всё сделать грамотно и в соответствии с технологией, ресурс ДВС после гильзовки окажется ничуть не меньше, чем у контрактного двигателя или же у старого ДВС с новым блоком. Потому затраты на гильзование зачастую полностью себя оправдывают.
В настоящий момент гильзованию поддаётся практически любой мотор. Здесь главное наличие достаточной толщины стенок, которая позволит провести восстановление гильзами. Если с двигателем возникли проблемы, можно подобрать для него подходящие по размеру гильзы, и монтировать их внутрь блока.
Расточка: для чего нужна и когда применяется
Расточка
позволяет восстановить геометрию. С ее помощью достигается оптимальное
расстояние между поршнем и цилиндром. После выхода цилиндра из строя его
подвергают растачиванию. Часто этого достаточно, чтобы мотор опять заработал
нормально.

Реабилитация
нужна, если размер поршневого кольца изменился. Даже если изменение составляет
несколько сотых миллиметра, восстановление лучше провести. Если размеры
изменились в месте касания цилиндров с поршневой юбкой, критическим считается
отклонение в 3/10 мм. «На глаз» такое изменение определить не
получится, поэтому во время диагностики используют специальный инструмент.
Самым
опасным считают дефект в форме ступеньки. В этом случае ускоряется износ
поршневой системы, во время ее работы слышится сильный шум, напоминающий стук. Двигатель
вибрирует, нарушается компрессия. Топливо начинает расходоваться быстрее. Поршневые
кольца могут просто развалиться, и тогда стенки цилиндра будут повреждены
настолько, что им уже не поможет шлифовка. Цилиндр придется менять.
Для
расточки нужен станок с вертикальной подачей. Основная задача мастера — восстановление
цилиндрической формы и удаление конусности. Перед работой делают калибровку
станка.
Если
гильзовку блока провести качественно, с полным соблюдением технологии, двигатель
будет без проблем работать в течение 150 000-200 000 км пробега. Если процедуру
не провести вовремя, автомобилю может потребоваться капитальный ремонт.
Как расточить блок цилиндров самостоятельно

О самостоятельной расточке блока цилиндров задумываются экономичные автолюбители, либо те, кто привык все ремонтные манипуляции выполнять своими руками. По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично. Помимо этого, невозможно до конца быть уверенным в точности проведения этой процедуры, но все же многие автовладельцы берутся за расточку блока цилиндров в домашних условиях.
Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Гильза — цилиндр
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера.
|
Коленчатый вал. |
Гильза цилиндра 37 изготовлена из специальной сталя и рубашка И — из углеродистой стали, напрессованной на наружный диаметр гильзы. Внутренняя поверхность гильзы для повышения износоустойчивости азотирована на глубину 0 35 — 0 6 мм. На наружной боковой поверхности гильзы нарезаны под.
Гильза цилиндра должна быть износостойкой. В результате трения червяка о внутреннюю поверхность гильзы и химического воздействия материалов и продуктов их разложения гильза интенсивно изнашивается.
Гильзы цилиндров насоса сменные.
Гильзы цилиндров тракторных двигателей служат направляющими для возвратно-поступательного движения поршня. Вместе с поршнем и головкой цилиндров они образуют замкнутый объем, в котором осуществляется рабочий цикл двигателя.
Гильзы цилиндров автомобильных и тракторных двигателей являются крупными тонкостенными втулками. Их изготовляют из заготовок, полученных центробежным литьем, литьем в песчаные формы с корковым стержнем и литьем в оболочковые формы. Наиболее часто гильзы обрабатывают по следующему технологическому маршруту: черновое и получистовое растачивание; черновое и получистовое обтачивание; закалка с помощью ТВЧ и отпуск; чистовое растачивание; гидравлическое испытание, предварительное и чистовое хонингование; шлифование поясков и бурта; подрезка торцов и обтачивание наружной поверхности бурта; тонкое хонингование.
|
Конструкция гильз цилиндров. |
Гильзу цилиндров устанавливают в блок-картер сверху. Бурт / входит в кольцевую выточку блок-картера. Нижняя часть гильзы размещается в гнезде подвижно, благодаря чему не возникает препятствий изменению ее длины при нагревании и охлаждении. Чтобы предотвратить просачивание воды из рубашки в картер, в канавки гнезда или на гильзе устанавливают уплотняющие кольца 6, изготовленные из специальной резины. В двигателях с воздушным охлаждением каждый цилиндр изготавливается отдельно.
Часто гильзы цилиндров выполняют вставными, что позволяет использовать для рабочих поверхностей цилиндров более износостойкие, хотя и дорогостоящие материалы. Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. У неко — торых двигателей в верхнюю наиболее изнашиваемую зону гильзы впрессовывают вставки длиной 50 — 60 мм из износостойкого чугуна ( например, нирезиста), чем значительно увеличивают срок службы гильзы. Внутренняя часть гильзы, которая направляет движение поршня вместе со вставкой, подвергается тщательной обработке резанием, в результате чего образуется поверхность, называемая зеркалом цилиндра. Двигатели, показанные на рис. 6 — 9, имеют мокрые вставные гильзы.
Часто гильзы цилиндров выполняют вставными, что позволяет использовать для рабочих поверхностей цилиндров дорогостоящие более износостойкие материалы. Гильзы, непосредственно омываемые охлаждающей жидкостью, называются мокрыми. У некоторых двигателей в верхнюю, наиболее изнашиваемую зону гильзы впрессовывают вставки длиной 50 — 60 мм из износостойкого чугуна, что значительно увеличивает срок службы гильзы. Внутренняя часть гильзы, которая направляет движение поршня вместе со вставкой, подвергается тщательной обработке резанием, в результате чего образуется поверхность, называемая зеркалом цилиндра. Двигатели, показанные на рис. 4 — 7, имеют мокрые вставные гильзы.
Все гильзы цилиндров в отремонтированном двигателе по внутреннему диаметру должны иметь один и тот же ремонтный размер.
Качество гильз цилиндров часто низкое — эллипсность и конусность превышают 0 10 мм, а 0 03 — 0 05 мм — обычное явление. Следовательно, при наличии таких гильз самые лучшие по прилагаемое в эталонной гильзе кольца покажут повышенный расход масла.
|
Среднее значение максимальных. |
Износ гильз цилиндров после пробега до 200 тыс. км для большинства двигателей не превышал 0 1 мм, при этом средний темп изнашивания составил 0 7 жк / 1000 км, что значительно ниже, чем у двигателей ЗИЛ-120, имеющих хромированное верхнее компрессионное кольцо, для которых темп изнашивания гильз цилиндров составляет 4 5 Л1В / 1000 км.
Разновидности гильз
Классификация гильз предполагает их распределение на мокрые, сухие и с воздушным охлаждением.
В случае с мокрыми гильзами наблюдается соприкосновение её поверхности с охлаждающей жидкостью, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Это интересно: Автозапчасти для автомобиля Honda
Сухие гильзы с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней. В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
Гильзы, устанавливаемые в двигателях с воздушным охлаждением, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки.
Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.
Применение гильзовки в процессе ремонта двигателя
Гильза цилиндра, как и любая другая деталь, изнашивается и может приходить в негодность. В этом случае проводимый ремонт требует серьёзных навыков и знаний. Ремонт может быть:
- плановый;
- преждевременный.
Необходимость гильзовки может быть вызвана следующими обстоятельствами:
- длительная эксплуатация мотора на некачественном топливе;
- несвоевременное прохождение технического осмотра;
- плохо проведённый ремонт, повлекший за собой выход поршневого пальца.
Все описанные ситуации приводят к тому, что на стенках цилиндров образуются каверны, ссадины и неровности. Когда цилиндр поражён в малой степени, возможна его расточка. В случае, когда каверны слишком глубокие, расточка уже не подойдёт, и нужно применять гильзовку. В этом случае в цилиндры могут быть установлены ремонтные гильзы.
Как правило, для гильзовки чугунного агрегата используются гильзы из чугуна. В случае алюминиевого блока также возможна гильзовка, но здесь применяют либо чугунные гильзы из тонкостенного чугуна либо гильзы из сплава чугуна и ряда особых присадок.
1 Меры безопасности при ремонте гильз ДВС
Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной деятельности человека в условиях производства. Охрана труда, является важнейшим разделом в безопасности жизнедеятельности. Охрана труда – это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособность человека в процессе труда
При работе на станках рабочие подвергаются различным опасным и вредным факторам. Так как эти факторы непосредственно влияют на безопасность жизнедеятельности при восстановлении гильз двигателей, то необходимо разработать ряд мероприятий по предотвращению их вредного воздействия.









Что делаем мы для ремонта
Гильзовка vr6 Технология ремонт алюминиевого блока цилиндров схожа с технологией ремонта чугунного. И тут 2 варианта:
- расточка блока цилиндров под поршни ремонтного размера;
- установка гильзы и расточка гильз под поршни стандартного размера.
Размеры поршни(ремонтные) составляют+0,25, +0.5 и +1.0. При этом имеют обязательно покрытие слоем тефлона, обеспечивающее защиту поршня сразу после старта работы. Блок растачиваем на специальном станке,оставляя припуск для хонингования. Далее поверхность доводим хонингованием. Осуществляется это в 2-3 этапа. При этом мы достигаем в 0.01 — 0.02 мм или 0,03 мм для бензинового мотора зазора между поршнем и цилиндров.
Зазор между цилиндром и поршнем указывает изготовитель поршней ,так как знает на сколько расширяется поршень при нагреве.
После процесса хонингования приходит полировка поверхности. При помощи графитовых щёток, которые установлены в хонинговальную головку, .происходит очищение цилиндра и округление острых вершинок,что не меняет размер цилиндра.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи. Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией
Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Понятие гильзы
Для начала автолюбителей следует познакомить с таким элементом как гильза цилиндра. По своей сути это съёмная вставка (втулка), которая устанавливается в блок цилиндров. Так можно сказать, что задачей гильзы является выполнение функций стенки блока, поскольку внутри неё будет перемещаться поршень по завершению ремонта.
Объём используемой гильзы напрямую влияет рабочий объём применяемых цилиндров. Процесс, в котором гильзу устанавливают в цилиндр, называют гильзованием либо же гильзовкой блока.
Процесс установки является достаточно сложным. Здесь нельзя просто взять гильзу, вставить её внутрь блока, и собрать всё обратно. Предварительно необходима подготовка. В ходе работ используют специальное оборудование.
Используемые при проведении капитального ремонта гильзы делят на 2 категории. Это мокрые и сухие элементы. Сухие не контактируют с жидкостью охлаждения. Мокрый тип устроен так, что одной из своих сторон контактирует с ОЖ. В них предусмотрены дополнительные уплотнительные прокладки, которые не дают возможности антифризу проникнуть в цилиндры. Параллельно они блокируют прорывы газов, образующихся в цилиндрах, в систему охлаждения.

Если говорить о ремонте, то тут преимущество на стороне мокрых гильз. Выбирая гильзы или втулки, к ним следует предъявить ряд основных требований. Они должны быть:
- устойчивыми к коррозии;
- стойкими в плане механических нагрузок;
- устойчивыми в отношении температурных нагрузок;
- изготовленными из высокопрочных материалов.
Если это гильзы, где предусмотрены дополнительные уплотнители, тогда важно учитывать также и место соприкосновения блока со втулкой. Не стоит забывать о форме и толщине стенок изделия
При необходимости специалисты учитывают отсутствие или же наличие допуска для проведения дополнительной расточки уже самой гильзы после проведения монтажных работ. То есть втулку (гильзу) могут установить в блок, а затем расточить до требуемых параметров, соответствующих размерам поршня.