
Регулировка клапанов ГАЗ 402
Мотор ЗМЗ-402 производится с 1985 года, впервые он появился на переходных моделях ГАЗ 24М. Он также широко используется на Газелях. Восьмиклапанный двигатель имеет нижнее расположение распредвала и верхнее расположение клапанов, в его газораспределительном механизме присутствуют следующие детали:
- распределительный вал, он вращается в пяти опорах блока цилиндров;
- распредшестерня, передает движение от коленвала распределительному валу;
- 8 толкателей, приводятся в движение кулачками распредвала;
- 8 алюминиевых штанг;
- ось коромысел, на которой находится сами коромысла (8 шт.) с регулировочными винтами;
- выпускные и впускные клапана, расположенные в головке блока цилиндров.
Когда распределительный вал вращается, происходит поднятие и опускание клапанов в головке блока. Точно так же, как и все другие современные двигатели, ЗМЗ-402 работает по четырехтактной схеме:
- сначала в ДВС происходит впуск, топливовоздушная смесь заполняет цилиндр;
- затем в цилиндре совершается сжатие смеси, и она поджигается искрой от свечи зажигания;
- происходит рабочий ход;
- последний этап в процессе – выпуск отработанных газов.
Когда совершается сжатие, оба клапана закрыты и герметичны – регулировку клапанов выполняют именно в таком положении. Чтобы камера сгорания была герметичной в момент сжатия, между штоком клапана и коромыслом должен быть тепловой зазор – если его не будет, при расширении металла на горячем двигателе клапан не будет герметично прилегать к посадочному месту (седлу), мотор может потерять мощность, а в некоторых случаях и вовсе не будет запускаться.
Клапана на ЗМЗ-402 можно регулировать двумя способами. В первом варианте регулировка производится следующим образом (в качестве примера возьмем автомобиль ГАЗ 24):
- останавливаем двигатель, выключаем зажигание, ставим машину на нейтральную передачу;
- открываем капот, снимаем корпус воздушного фильтра;
- снимаем клапанную крышку, она держится на шести болтах;
- прокручиваем коленвал, выставляем по меткам первый цилиндр. Метка находится на переднем шкиве коленвала;
- следует отметить, что метки на шкиве могут совпадать при ВМТ (верхней мертвой точки) 1-го и 4-го цилиндров, и если клапана 1-го цилиндра при этом зажаты, а у четвертого свободны, значит, метки совпали с 4-ым цилиндром, а не с 1-ым. Это можно легко проверить – снять крышку трамблера и посмотреть, куда смотрит бегунок;
- регулируем оба клапана на первом цилиндре (зазор 0,3 мм), проворачиваем пол-оборота двигателя по часовой стрелке (метки должны находиться внизу)
- регулируем оба клапана на втором цилиндре;
- проворачиваем еще пол-оборота (метки снова наверху и совпадают), регулируем клапана 4 цилиндра;
- делаем еще половину оборота коленвала (метки опять внизу) и производим регулировку на третьем цилиндре.
Закрываем клапанную крышку, запускаем двигатель и проверяем, как работает мотор. Регулировку клапанных зазоров на всех автомобилях ГАЗ производят с помощью специальных щупов, обычно они собраны в одном наборе.
Есть такое понятие как перекрытие клапанов, и при свободных клапанах первого цилиндра (в ВМТ) будут зажаты оба клапана 4-го цилиндра, а вот на втором и третьем по одному клапану останутся свободными. Поэтому регулировку можно сделать за два проворачивания коленчатого вала:
- выставляем ВМТ первого цилиндра, регулируем клапана 1-2-4-6, считая их от передней части мотора;
- делаем оборот коленвала и регулируем все остальные клапана (3-5-7-8).
В книгах рекомендуется регулировку проводить на холодную, на крайних клапанах (1 и устанавливать зазор 0,35 мм, на остальных – 0,3 мм. Но на холодную регулировку производить нельзя – алюминиевые штанги с нагревом двигателя расширяются, и зазоры на горячем ДВС в клапанах уменьшаются. Практика показала, что наиболее оптимальный вариант – это регулировка на хорошо прогретом двигателе с зазорами 0,3 мм на всех клапанах. Кстати, точно также производится регулировка клапанных зазоров на машине ГАЗ 21 «Волга».
Величина зазоров в приводе клапанов:
| Номерцилиндра | Клапан | Величиназазора, мм |
| 1 | Впускной
Выпускной |
0,40 – 0,45
0,35 – 0,40 |
| 2 | Впускной
Выпускной |
0,40 – 0,45
0,40 – 0,45 |
| 3 | Впускной
Выпускной |
0,40 – 0,45
0,40 – 0,45 |
| 4 | Впускной
Выпускной |
0,40 – 0,45
0,35 – 0,40 |
Снятие ГБЦ
Для снятия ГБЦ сперва снимаем ось коромысел, затем аккуратно откручиваем 10 гаек. У меня парочка гаек шла со скрипом, так чтооткручивать надо плавно
Важно! Чтобы не перекосить ГБЦ гайки надо откручивать в том же порядке, как и при затяжке, по-немногу.То есть сперва сдергиваем гайки с места. Затем последовательно откручиваем все гайки, откручивая их по трети оборота. Далее вся надежда на то, что колхоза при прошлой установке ГБЦ не было (типа прикипевшего солидола)
Однако, даже при отсутствии прикипевшей прокладки скорее всего будет проблема с предпоследней шпилькой со стороны пассажира:
Далее вся надежда на то, что колхоза при прошлой установке ГБЦ не было (типа прикипевшего солидола). Однако, даже при отсутствии прикипевшей прокладки скорее всего будет проблема с предпоследней шпилькой со стороны пассажира:
Причина судя по-всему в том, что она расположена между 3 и 4 цилиндрами и подвергается хроническому перегреву, и бонусом тудапоступает ОЖ. В результате между шпилькой и ГБЦ возникает очень плотный слой окисла. Причём руками, без инструмента сдёрнуть ГБЦ не получится. Поскольку и ГБЦ и блок из алюминия, то пользоваться фомками и прочими металлическими рычагами крайне не рекомендуется, так как может быть повреждена привалочная поверхность, что может привести к течам. Я опытнвм путём пришёл ктакой схеме:









Я сделал из подручных материалов, но смысл вот какой – берём металлический уголок, сверлим отверстия под шпильки крепления осикоромысел, а между шпильками оси коромысел этот уголок упирается в шпильку крепления ГБЦ, предпоследнюю со стороны водителя.Таким образом, затягивая гайки шпилек оси коромысел уголок прижимается к ГБЦ, а за счёт упирания в шпильку ГБЦ потихоньку сдергивается вверх. Таким образом мне удалось наполовину сдернуть ГБЦ, далее орудовал фомкой, но не советую этого делать.Видно, что сама шпилька условно целая, то есть окислялся преимущественно алюминий:
Для предотвращения смещения гильз, фиксируем их втулками, шайбы используются широкие на 16:
Понятие и основные характеристики
 Гаечный ключ — инструмент, предназначенный для соединения и разъединения резьбового крепежного соединения посредством вращения деталей, имеющих резьбу — гаек, болтов, труб и т. д..
Гаечный ключ — инструмент, предназначенный для соединения и разъединения резьбового крепежного соединения посредством вращения деталей, имеющих резьбу — гаек, болтов, труб и т. д..
Для закручивания (раскручивания) детали применяется внешнее усилие, создаваемое мускульной силой человека и прикладываемое к объекту. Вращающий момент равняется произведению радиус-вектора, проведенного от оси вращения к точке приложения усилия, на вектор силы. Увеличение вращающего момента достигается путем удлинения длины рукоятки инструмента и повышением максимальной прикладываемой силы, которая напрямую зависит от физических возможностей человека.
Для наилучшей передачи вращающего момента необходимо, чтобы рабочий профиль ключа плотно прилегал к поверхности детали, но не повреждал ее во время приложения усилия и не повреждался сам. Твердость рабочего профиля достигается путем изготовления ключей из особого материала (инструментальной стали с добавлением ванадия и хрома). Твердость рабочего профиля инструмента стандартизирована в национальных и международных системах стандартизации.
Одним из основных параметров гаечного ключа является размер зева — расстояния между губками ключа либо ширины отверстия. Размер является стандартизированным, в метрической системе счета он измеряется в миллиметрах. Бытовая фраза «ключ на 10» означает, что расстояние между губками составляет 10 мм. В странах с английской системой мер размер измеряется в дюймах. Размеры и допустимые отклонения между губками также стандартизованы в международных и национальных системах стандартизации.
Составные гнездовые ключи
Это слесарные “орудия”, которые для облегчения работы и улучшения доступа к различным трудным креплениям или узким местам имеют несколько частей. Одни, как, к примеру, трубчатый ключ, могут иметь лишь одну присоединяемую рукоять. Другие составляются из подвижной рукоятки с «храповым механизмом» (трещотки), головки определенного размера и набора насадок к ней, позволяющего охватывать различные конфигурации и размеры соединений. Такое составное приспособление – это скорее, уже целый набор инструментов.
![]()
Все названные выше гаечные ключи относятся к типу охватывающих, то есть тех, кто своим телом охватывает крепежный элемент. Однако есть инструменты охватываемые: они работают со специфическими креплениями, вставляясь в их углубления (шлицы) и поэтому имеют сходство с другим слесарным инструментом – отвертками. Таким является, к примеру, шестигранник.
![]()
Основные правила использования
Несколько практических советов по использованию торцевого инструмента позволят сохранить его целостность, расширить эксплуатационный срок и эффективно осуществить процесс закручивания/откручивания любой гайки:
Предпочтительнее всего использовать торцевые приспособления со сменными головками, точно подбирая размер под откручиваемый объект. Если диаметр приспособления окажется больше откручиваемого элемента, то возникает риск закругления болтовых или гаечных граней. В дальнейшем, крепежный элемент вызовет затруднения при вращении, а в особо тяжелых случаях – попросту придет в негодность;
Все же, если возникла ситуация, описанная в предыдущем пункте, то можно попытаться с помощью напильника снять часть металлического слоя с боковых гаечных граней, таким образом искусственно подогнав гайку под меньший размер ключа. Однако, размер каждой грани должен равняться друг другу, что осуществить достаточно сложно
Важно отметить, что чем плотнее получится соединение с головкой, тем больше будет эффект от всей операции;
До начал процесса откручивания, стоит убедиться, что крепежный элемент не «прикорел» и не «приклеился» к основанию с течением времени. Проверка проводится путем попытки поворота гайки при приложении несильно больших усилий, в противном случае резьба или крепежный элемент могут повредиться;
Если поворот при малых усилиях все же не достигает нужных целей, то следует смазать крепежный элемент керосином или проникающей смазкой, оставив его на некоторое время в покое
Через несколько минут нужно легонько постучать по гайке, дабы она отошла от основания;
В целях повышения усилий при откручивании, следует применять рычаг с большей длиной. Чем дальше находится ось вращения от точки приложения силы, тем больше станет крутящий момент;
Во время применения съемных головок либо удлинителей стоит убедиться, что данные устройства плотно закреплены в соответствующих гнездах. Плотное соединение обозначается четко слышимым щелчком фиксатора;
В том случае, когда используется ключ торцевой вкупе с трещоткой, то плечо необходимо устанавливать в строго определенное положение. В противном случае при откручивании весь механизм будет производить обратную операцию, и наоборот.
Притирка клапанов
Притирку клапанов выполняют на снятой головке блока цилиндров (см. «Замена прокладки головки блока цилиндров»). Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув сухари из тарелок пружин (см. «Замена маслосъемных колпачков клапанов»). Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Кроме того, в продаже есть готовые ручные держатели клапана.
Рис. 5.10. Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовой хомут
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу рис. 5.10.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.









2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
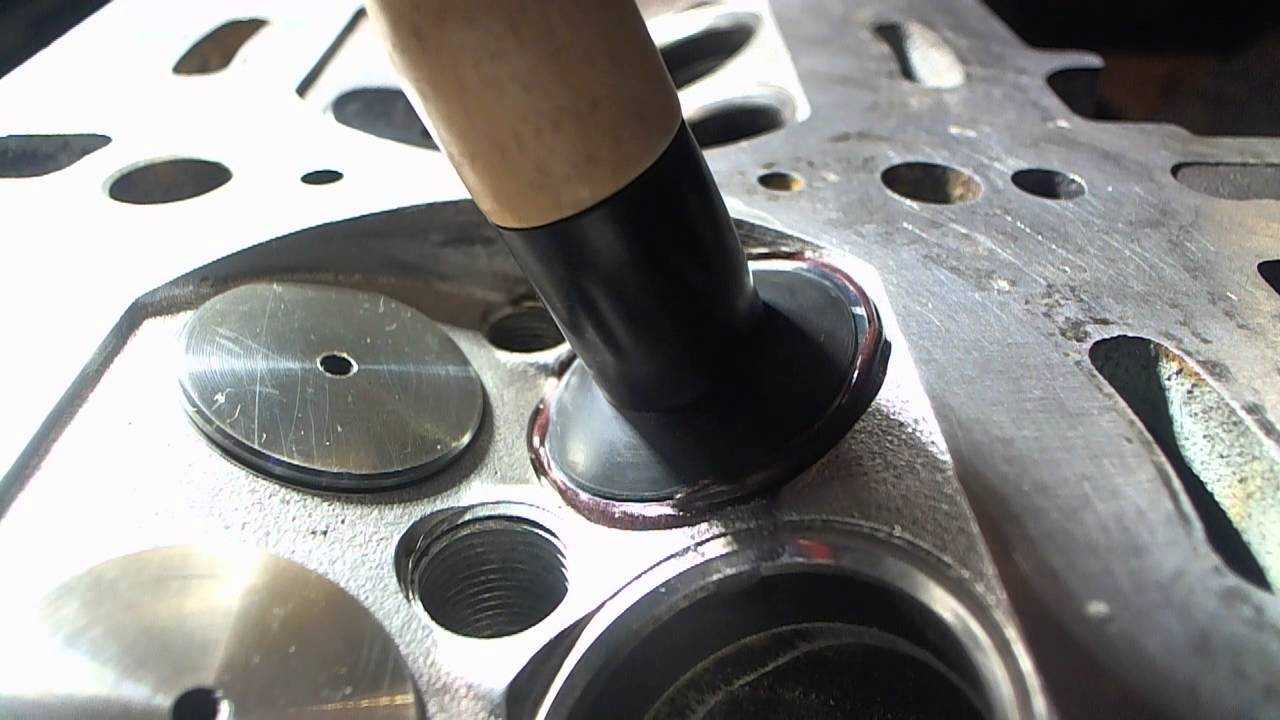
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
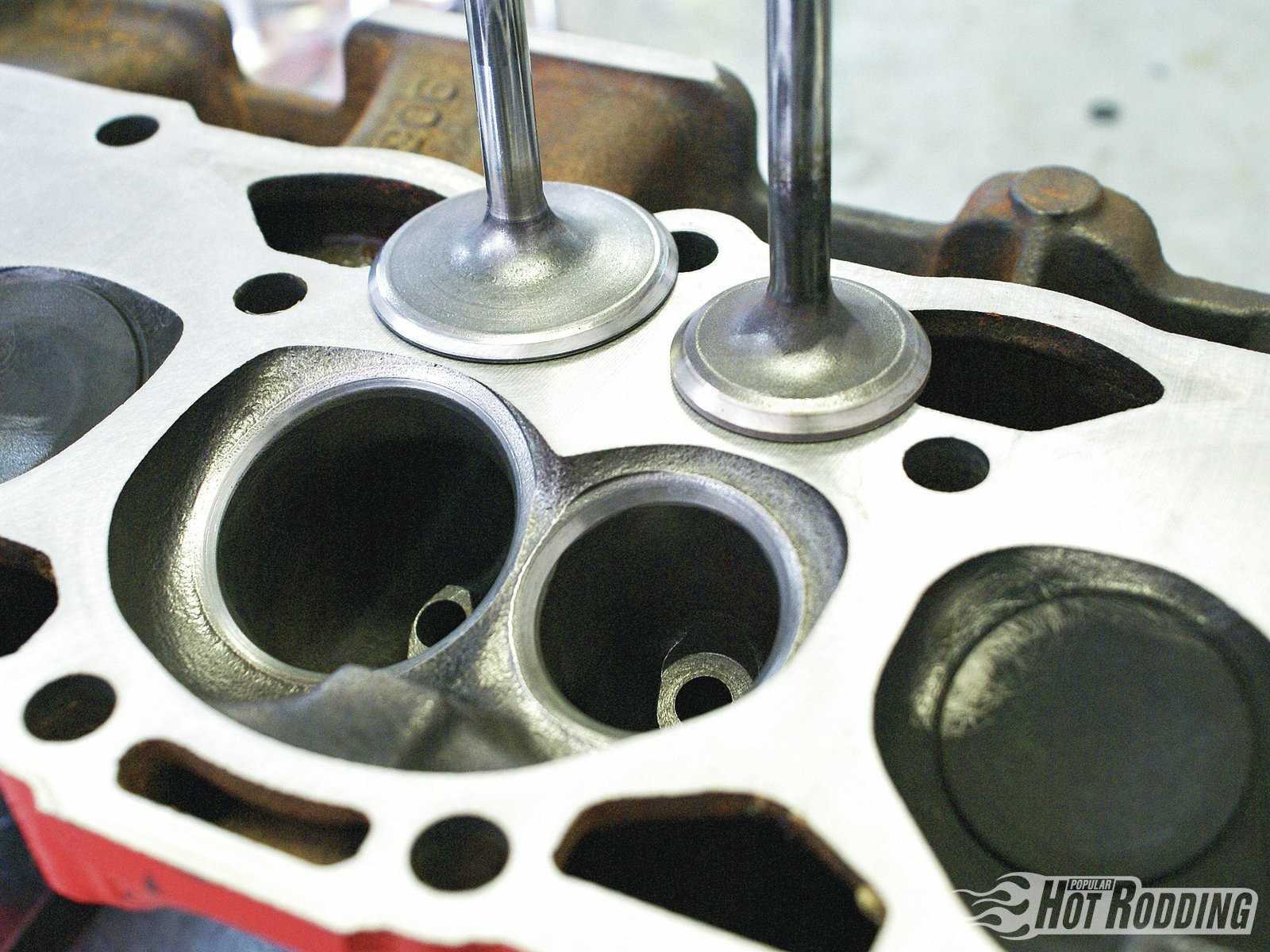
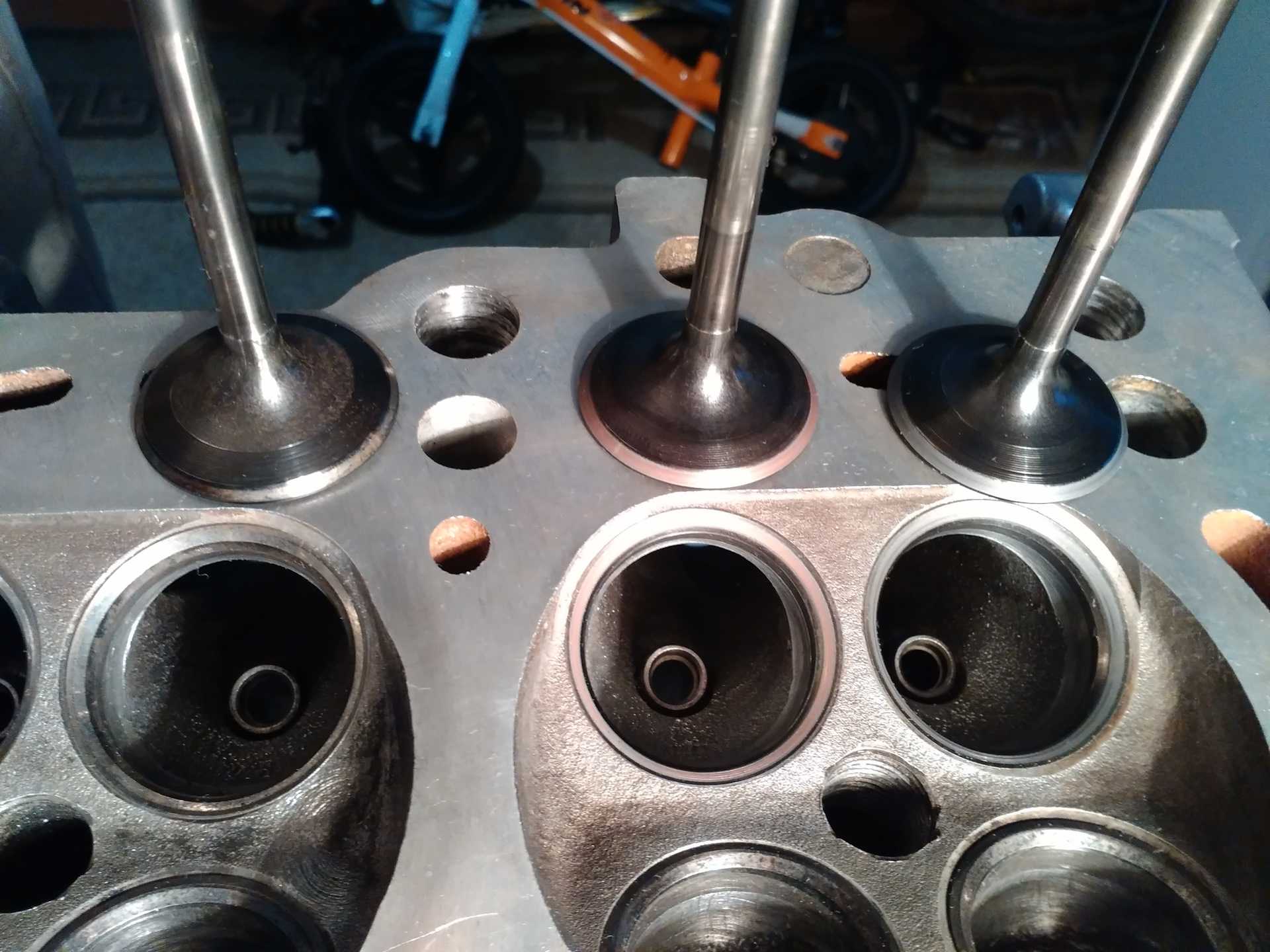
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом…
7. …на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
8. После притирки протрите седло и клапан чистой тряпкой и тщательно промойте для удаления остатков притирочной пасты.
Предупреждение
Не притирайте клапаны с помощью высокооборотной нереверсивной электродрели, так как в этом случае не удастся добиться качественной поверхности (без круговых рисок) притираемых фасок и, кроме того, возможно чрезмерное истирание контактных поверхностей клапана и седла, что приведет к ухудшению герметичности и быстрому прогару клапанов.
9. Проверьте герметичность клапана, для этого установите его в головку блока вместе с пружинами и сухарями. После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном. Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным. Если керосин просочился в камеру сгорания, то притрите клапан еще раз.
10. Аналогично притрите остальные клапаны и проверьте их герметичность.
Видео про «Притирка клапанов» для УАЗ 31519
Газораспределительный механизм восьмиклапанного ЗМЗ-402 предназначен для выпуска газов и своевременной подачи горючей смеси или воздуха в силовой агрегат. ГРМ должен быть грамотно настроен, иначе ДВС начинает шуметь, а расход горючего увеличивается. Один из базовых способов эффективной настройки — регулировка клапанов 402 двигателя своими руками.
Капитальный ремонт
Собственно показаний к капитальному ремонту 2 — это повышенный расход бензина и/или масла. В принципе всё. Любая неисправность двигателя (и не только, а также ходовой, например) так или иначе приведёт к тому, что возрастёт расход ГСМ. При этом в динамике авто не потеряет (ну если только не всё крайне запущено, вроде прогоревшего поршня\клапана). Для любого авто производитель указывает нормальный расход как бензина так и масла. В случае Волги с ЗМЗ 402 расход бензина в городе должен быть 13,8 литра на 100 км, а масла должно расходоваться не более 250 грамм на 100 км.
В моём случае, расход был 25-30 литров, масла же приходилось доливать по литру в месяц, при пробеге менее 400 км. Расход бензина замерялся по одометру. Как показало дальнейшее развитие событий, в повышенный расход помимо износа непосредственно двигателя, свой вклад вносили также буксующее сцепление и подклинивающая тормозная колодка, а также заглушенная система ЭПХХ.
Капиталка была сделана год назад, по завершении обкатки получилось, что зимой при нормальной езде (без буксовок) укладывался в 20 литров, летом расход был 14-16 литров при езде средней степени агрессивности. Во время обкатки активно решалась проблема течей масла и к моменту завершения обкатки двигатель был переведён на синтетику, на которой и ездит до сих пор.